
|
|
|
Главная страница Проектирование станочных приспособлений [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [ 33 ] [34] [35] [36] [37] [38] [39] большее применение имеет первый способ нарезания резьбы метчиком. При нарезании резьбы в глухих отверстиях и в других случаях, когда возможна перегрузка и поломки метчика, применяют предохранительные патроны, предупреждающие поломку метчиков при перегрузке. Эти патроны позволяют регулировать величину передаваемого ими крутящего момента и автоматически прекращают вращение и осевое перемещение метчика, если момент от сил резания получается больше допустимого крутящего момента. На вертикально-сверлильных станках, шпиндели которых не имеют реверсивного (обратного) хода, для вывинчивания метчика из отверстия после нарезания резьбы применяют предохранительные реверсивные патроны с ручной подачей. В конце рабочего хода метчика, когда шпиндель дойдет до упора, вращение патрона с метчиком прекращается. Патрон переключается на обратный ход, шпиндель поднимается вверх и вращается в другом направлении, и метчик быстро вывинчивается из отверстия детали. Когда ось жестко закрепленного метчика трудно совместить с осью нарезаемого отверстия, метчики закрепляются в плавающих самоцентрирующих патронах, в которых метчик может качаться около вертикальной оси. На рис. Vn.l4, в показан плавающий самоцентрирующий патрон для крепления метчиков. Хвостовик / патрона скреплен с кожухом 3 винтами. Внутри кожуха на его конической поверхности установлена плавающая оправка 6 с двумя взаимно перпендикулярными пазами на верхнем торце. В каждом из этих пазов находится по два шарика 5. Сверху на шарики опирается диск 4, также имеющий два паза. В нижнем конце оправки 6 имеется коническое отверстие, в которое вставляют цангу 10, а в цангу устанавливают метчик. При завинчивании гайки 9 цанга 10, перемещаясь вверх по конической поверхности оправки, зажимает метчик. Штифт 8 предохраняет цангу от проворачивания в оправке. Внутри кожуха 3 установлена пружина 2, опирающаяся одним концом на торец хвостовика /, а вторым - на торец оправки 6. При нарезании резьбы метчиком оправка 6 с шариками 5 и кольцом 4 перемещается вверх до тех пор, пока верхняя плоскость кольца не нажмет на нижнюю плоскость хвостовика /, вследствие чего на этих поверхностях появятся силы трения. В это же время между коническими поверхностями 7 кожуха 3 и оправки 6 возникнет зазор, который позволяет метчику колебаться около вертикальной оси и совместить ось метчика с осью нарезаемого отверстия. Шпиндель станка через хвостовик 1, кольцо 4, шарики 5, оправку 6 и цангу 10 передает вращение метчику. Когда патрон не работает, пружина 2 прижимает оправку конусной поверхностью 7 к конусной поверхности кожуха, кольцо отходит от нижней горизонтальной плоскости хвостовика и между ними образуется зазор. При жестком закреплении разверток конусным хвостовиком в шпинделе станка не обеспечивается получение точных отверстий, Таблица VII.I Расчет сил зажима при обработке деталей на сверлильных станках Схема зажима детали Расчетные формулы требуемой силы зажима, Н (кгс) f Крепление npuxSamoM 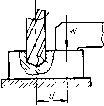 Крепление призмами 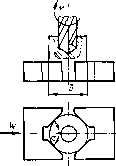 KM p sin a/2 ~~7d Креппение кондукторной плитой W iM 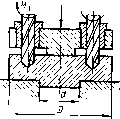 сила зажима детали; Afjpкрутящий момент на сверле, Н-м (кгс-мм); п - число одновременно работающих сверл; - коэффициент трения на рабочих поверхностях зажимов (для гладких поверхностей =0,25; с крестообразно нарезанными канавками /=0,45) j а -угол призмы; Я - коэффициент запаса. так как при этом на отверстия переносятся все неточности работы шпинделя сверлильного станка. Следовательно, для получения отверстий 2-2а-3-го классов точности развертки следует закреплять в самоустанавливагощихся патронах. Эти патроны бывают двух типов: качающиеся и плавающие. После закрепления в качающемся патроне развертка может при обработке отверстия поворачиваться на небольшой угол относительно вертикальной оси патрона, а в плавающем патроне-перемещаться на небольшую величину параллельно вертикальной оси, поэтому обеспечивается совпадение осей развертки и отверстия детали. В патронах обоих типов между отдельными деталями имеются конструктивные зазоры, которые позволяют развертке при обработке отверстия перемещаться параллельно своей вертикальной оси и поворачиваться на небольшой угол относительно этой оси. Вследствие этого между двумя типами самоустанавливающихся патронов нет большого различия. Для крепления разверток следует применять плавающие патроны, по конструкции схожие с конструкцией плавающих патронов для крепления метчиков. В табл. vn.l даны формулы для определения сил зажима деталей, обрабатываемых на сверлильных станках при различных схемах зажима. г л ж в А VIII ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ Приспособления для фрезерных станков по виду подачи стола разделяют на приспособления к станкам с прямолинейной, круговой и сложной копирной подачей. По степени совмещения вспомогательного времени с основным эти приспособления подразделяют на две группы: 1) приспособления, в которых при обработке деталей вспомогательное время совмещается с основным; 2) приспособления, у которых при обработке деталей это время не совмещается. Приспособления для фрезерных станков бывают универсальными, универсально-сборными, универсально-наладочными, групповыми и специальными. По данным ЭНИМСа, основное время, затрачиваемое при обработке деталей на фрезерных станках, в различных типах производства составляет 50-80% штучного времени. Большие резервы для повышения производительности труда при обработке деталей на фрезерных станках выявляют при замене старых конструкций приспособлений с ручным зажимом новыми приспособлениями с механизированным приводом для зажима и разжима обрабатываемых деталей. § VIII. 1. Машинные тиски Машинные тиски являются универсальным приспособлением, их применяют для обработки различных по форме и размерам деталей. Тиски имеют постоянные детали (корпус, салазки, механизм зажима) и сменные губки, которые используют при обработке раз- личных типоразмеров деталей. Тиски бывают с одной или двумя подвижными губками, с плавающими губками. В тисках применяют зажимы: ручные, винтовые, эксцентриковые, механизированные, пневматические, гидравлические, пневмогидравлические. В зависимости от направления силы зажима, действующей на подвижную губку, тиски бывают с тянущей или толкающей силой зажима. Тиски изготовляют неповоротными, поворотными в одной плоскости, поворотными в двух взаимно перпендикулярных плоскостях. По ГОСТ 14904-69 станочные тиски изготовляют трех типов: А - с ручным приводом, Б - с гидроприводом, В - с пневмоприводом. Конструкции станочных тисков должны быть жесткими, быстродействующими и удобными в работе. На рис. VIII.1 показаны универсальные самоцентрирующне тиски с двумя постоянными подвижными губками / и сменными губками 2 и 5*. При вращении винта 4 с правой резьбой на одном конце и левой на другом, губки / тисков сдвигаются (при зажиме обрабатываемой детали) или раздвигаются (при разжиме ее). На рис. VIII.1 показаны наибольший и наи- 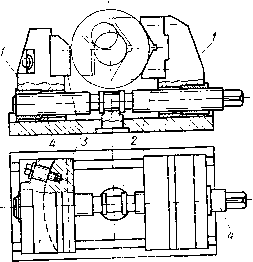 Рис. VIII.1. Универсальные переналаживаемые тиски меньший диаметры обрабатываемых деталей. В тисках левая призматическая губка для уменьшения перемещения губок при установке и снятии деталей заменена плоской со скосом. На рис. VIII.2 показаны универсальные поворотные тиски с встроенным поршневым пневмоприводом двустороннего действия. В отверстии неподвижного основания 8 тисков встроен пневмоцилиндр и, с которым винтами соединен полый поворотный корпус 12. К корпусу прикреплен распределительный кран 6 с рукояткой 7 для переключения золотника при поочередном впуске сжатого воздуха в верхнюю или нижнюю полость пневмоцилиндра и выпуска воздуха в атмосферу. На верхней части поворотного корпуса 12 тисков закреплена стальная плита 5. В плите и подвижной губке / имеются Т-образные пазы под головки болтов для крепления к тискам специальных сменных наладок. На верхней части плиты 5 закреплена регулируемая губка 8, которую в зави- Конструкция Е. К. Сорокина. симости от размеров обрабатываемых деталей можно перемещать винтом 4 или переставлять в пазах плиты 5. г При обработке крупногабаритных деталей губку 3 снимают Во время зажима обрабатываемой детали в сменной наладке тисков 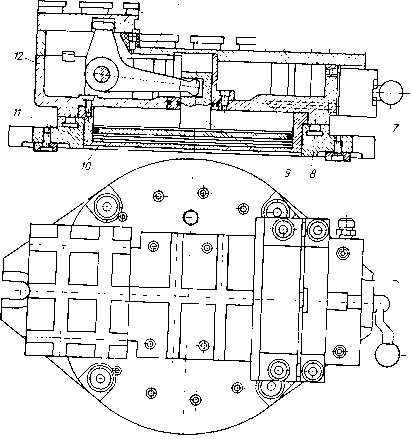 Рис. VIII.2. Универсальные поворотные тиски со встроенным поршневым пневмоприводом сжатый воздух поступает в верхнюю полость пневмоцилиндра U и перемещает поршень 10 со штоком 9 вниз. При этом длинное плечо рычага 2, находящееся в пазу штока 9, опускается, а короткое плечо перемещает подвижную губку вправо, и деталь зажимается губками / и 5. Во время поворота рукоятки 7 золотник крана 6 пропускает сжатый воздух в нижнюю полость пневмоцилиндра . Сжатый воздух, нажимая на поршень 10, перемещает его со што-206 те оо to КОМ 9 вверх. При этом длинное плечо рычага 2 поднимается вверх, а короткое плечо отводит губку / влево и деталь разжимается. Сила зажима детали в тисках такой конструкции 39 200 Н при давлении сжатого воздуха в пневмоцилиндре 0,39 МПа. Верхняя часть тисков поворачивается на основании S в горизонтальной плоскости на 360°. Рассмотренные конструкции переналаживаемых тисков с механизированным приводом применяют в серийном и мелкосерийном производствах для зажима деталей, обрабатываемых на фрезерных станках. § vm.2. Универсальные многоместные приспособления и делительные переналаживаемые столы Универсальные многоместные приспособления. Применение сменных наладок в универсальных приспособлениях позволяет обрабатывать детали различных типоразмеров на фрезерных станках в мелкосерийном и серийном типах производства. Эти приспособления подразделяют на одно- и многоместные. На рис. Vni.3, а, б показаны соответственно универсальное многоместное приспособление с встроенным пневмоприводом и сменной наладкой (кассетой) к нему. На плите 13 смонтирован пневмоцилиндр 12 с поршнем , установленным на штоке 10. В стойку (разрез Б~Б) запрессована ось 9, на которой установлен поворотный рычаг 8. Нижнее плечо этого рычага входит в паз штока 10, а верхнее плечо осью 7 связано с пальцем 6, перемещающимся во втулке 5. Сменная наладка 3 имеет скалки 19, на которых закреплены неподвижные губки 1 и 20 и перемещающиеся по скалкам сменные губки 18. При установке в приспособлении сменной наладки неподвижные губки 1 и 20 опираются на штыри, а губка / еще ориентируется по прямоугольному выступу планки приспособления. За-жпм наладки в приспособлении производится двумя прихватами 15, прижимающими ее к клиновидной направляющей 14. Сжатый воздух из сети подается в распределительный кран 16, после поворота его рукоятки 17 поступает в верхнюю полость пневмоцилиндра 12 и перемещает поршень со штоком 10 вниз. Нижнее плечо рычага 8 штоком 10 опускается, а верхнее его плечо через палец 6 перемещает подвижные губки 18 по скалкам 19 до упора в губку ). При этом обрабатываемые детали 2, установленные между губками 18, зажимаются. После обработки деталей рукоятки 17 распределительного крана 16 поворачивается в другую сторону, сжатый воздух подается в нижнюю полость пневмоцилиндра 12 и перемещает поршень со штоком 10 вверх. При этом шток поворачивает рычаг 8 на оси, верхнее его плечо отводит палец 6 вправо и обрабатываемые детали 2, установленные в подвижных губках 18, разжимаются и снимаются. Для правильной установки деталей по высоте применяется подвижный упор 4. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [ 33 ] [34] [35] [36] [37] [38] [39] 0.0088 |