
|
|
|
Главная страница Проектирование станочных приспособлений [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [ 28 ] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] несерийном и массовом производствах. Заменить в приспособлении изношенные сменные втулки можно быстрее, чем постоянные. Сменные втулки вставляют с посадкой А/Д в постоянные втулки, запрессованные в отверстия корпуса или кондукторную плиту. Для предохранения от проворачивания и подъема сменные втулки закрепляют винтами. Быстросменные кондукторные втулки 1 (рис. VII. 1, г) изготовляют с буртиками и вставляют с посадкой А/Д в постоянные втулки 2, запрессованные в отверстия корпуса 3 кондуктора. На буртике втулки / имеются две выемки: несквозная 6 (для креилеиия 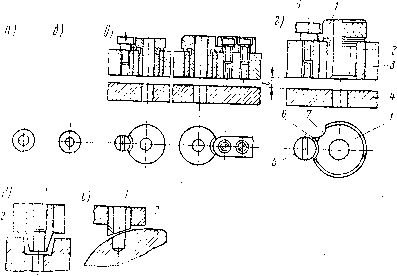 Риг, VII.1. Кондукторные втулки втулки головкой крепежного винта) и сквозная 7 (для прохода головки 5 винта при смене втулки). Расстояние / от нижнего торца втулки / до поверхности обрабатываемой детали 4 при сверлении принимают 1/3-1 диаметра отверстия втулкп. Быстросменные кондукторные втулки применяют в приспособлениях в серийном и крупносерийном производствах при последовательной обработке одного отверстия различными режущими инструментами (сверлом, зенкером, разверткой) за одну установку (обрабатываемой детали в приспособлении. При этом направление каждого режущего инструмента производится отдельной быстросменной втулкой соответствующего диаметра. Отверстия кондукторных втулок для направления режущего инструмента изготовляют по ходовой посадке 2-го класса точности в системе вала. При обработке отверстий в корпусных деталях на расточных станках применяют приспособления с кондукторными втулками для направления расточных скалок. Кроме стандартных применяются специальные кондукторные втулки. На рис. VII.I, д показана специальная кондукторная втулка 1 для сверления отверстия в углублении детали 2, а на рис. VII.1, е - специальная кондукторная втулка 1 для сверления отверстия на цилиндрической поверхности детали 2. Кондукторные втулки с диаметром отверстия до 25 мм изготовляют из стали марки У10А, У12А и закаляют до твердости HRC 60-65; прн диаметре отверстия больше 25 мм -из стали марки 20-20Х с цементацией и закалкой до той же твердости. Примерный срок службы кондукторных втулок 12 000-16 000 просверленных отверстий. Средняя величина износа кондукторных втулок при сверлении отверстий диаметром 10-20 мм на 10 м пути при обработке деталей из серого чугуна средней твердости равна 3-5 мкм, деталей из стали 40- -4-6 мкм и алюминиевых деталей - 1-2 мкм. Определение предельных размеров отверстия кондукторных втулок производится с учетом допусков на диаметр инструмента, которые выбирают из соответствующих ГОСТов. Допуски на изготовление и износ кондукторных втулок установлены и приводятся в справочниках *. При обработке деталей с направлением рел<ущего инструмента кондукторными втулками необходимо применять охлаледение для предупреждения большого нагревания инструмента и возможности его заедания во втулке. Кондукторные плиты. Они служат для установки в их отверстиях кондукторных втулок. В зависимости от способа соединения с корпусом приспособления кондукторные плиты подразделяют на постоянные, поворачиваемые, съемные, подвесные и подъемные. Постоянные плиты изготовляют заодно с корпусом приспособления или жестко соединяют с ним сваркой или винтами. Поворачиваемые плиты вращаются на оси относительно корпуса приспособления при установке и снятии обрабатываемой детали. Съемные плиты изготовляют отдельно от корпуса. Деталь закрепляют в приспособлении, устанавливают съемную плиту, а после обработки съемную плиту снимают. Подвесные кондукторные плиты по краям имеют два отверстия, которыми их устанавливают на нижних концах двух направляющих скалок и закрепляют гайками. Верхние концы скалок свободно входят в отверстия втулок, запрессованных в отверстия корпуса многошпиндельной сверлильной головки, которая закреплена на гильзе шпинделя станка. Подъемные кондукторные плиты по краям имеют два отверстия, которыми их устанавливают на верхних концах двух направляющих скалок и закрепляют гайками. Нижние концы направляющих скалок входят в отверстия корпуса приспособления. Подъем и опускание направляющих скалок с кондукторной плитой производятся вручную от пневмопривода. * А. К. Горошкнн. Справочник. М., Машиностроение, 1971. § VII.2. Кондукторы Приспособления, служащие для установки деталей, обрабатываемых на сверлильных станках, и имеющие кондукторные втулки для направления режущего инструмента, называют кондукторами. Иногда при обработке отверстий, расположенных на различных поверхностях деталей, требуется изменять ее положение на станке относительно режущего инструмента. Для этого применяют кондукторы различных видов: накладные, стационарные, передвижные, поворотные. Накладные кондукторы. Такие кондукторы устанавливают непосредственно на обрабатываемую деталь и после обработки отверстий снимают с детали. 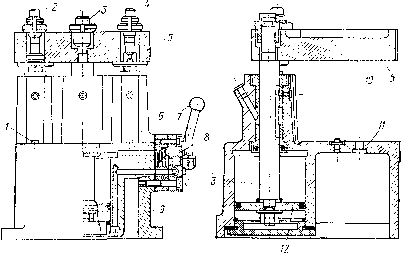 Рис. VII.2. Нормализованный скальчатый кондуктор консольного типа со встроенным пневмоприводом Скальчатые кондукторы. Скальчатые кондукторы консольного или портального типа имеют большое применение для обработки различных деталей на сверлильных станках. Скальчатый кондуктор состоит из постоянных нормализованных и сменных узлов (наладок) и деталей. Постоянными узлами и деталями скальчатого кондуктора являются корпус, две или три скалки, установленные в корпусе для закрепления постоянной кондукторной плиты, и механизм для перемещения скалок с постоянной кондукторной плитой вниз при зажиме и вверх при разжиме обрабатываемой детали. К сменным узлам и деталям скальчатого кондуктора относятся сменные наладки для установки обрабатываемых деталей и сменные кондукторные нлиты, в которых смонтированы кондукторные втулки. Сменные наладки устанавливают, фиксируют и закрепляют на столе корпуса кондуктора, а сменную кондукторную плиту- на нижней плоскости постоянной кондукторной плиты. Различные типоразмеры скальчатых кондукторов применяют для обработки отверстий в различных по форме и габаритным размерам деталях. В зависимости от вида механизма для подъема и опускания направляющих скалок с кондукторной плитой скальчатые кондукторы подразделяют на следующие типы: 1) с реечным механизмом и приставным роликовым или эксцентриковым замком; 2) с реечным механизмом и торсионно-роликовым замком; 3) с ре-ечно-конусным (клиновым) механизмом; 4) с реечно-пружинным механизмом; 5) с пружинно-кривошипным или пружинно-кулачковым механизмом; 6) с пневматическим приводом. Наибольшее практическое применение на заводах получили кондукторы с реечно-конусным механизмом и пневматическим приводом. На рис. Vn.2 показан нормализованный скальчатый кондуктор консольного типа со встроенным пневматическим приводом. Основные размеры консольных скальчатых кондукторов с пневматическим зажимом даны в ГОСТ 16889-7Г Кондуктор слулсит для обработки отверстий в деталях средних размеров. Нижняя часть корпуса 9 кондуктора является пневмоцилиндром, в котором перемещается поршень 12 со штоком 3. Постоянная кондукторная плита 5 установлена на направляющих скалках 2, 4 и на штоке 3. На нижней плоскости 10 кондукторной плиты 5 устанавливается и закрепляется сменная кондукторная плита с кондукторными втулками. Сменная наладка для установки и закрепления обрабатываемых деталей (ГОСТ 16896-71) помещается на плоскости 11 стола корпуса приспособления. На столе имеется два фиксирующих пальца 1 н 6 и четыре отверстия диаметром 13 мм, которые служат для фиксации и закрепления сменных наладок. При поступлении сжатого воздуха в верхнюю полость пневмоцилиндра 9 поршень 12 со штоком 3 перемещается вниз. В этом случае шток 3 с направляющими скалками 2 и 4 постоянной кондукторной плитой 5 и прикрепленной к ее нижней плоскости 10 сменной плитой, опускаясь, зажмут обрабатываемую деталь, установленную в сменной наладке на столе 11. Во время подачи сжатого воздуха в нижнюю полость пневмоцилиндра 9 поршень 12 сЬ штоком 3, скалками 2 н 4, перемещаясь вверх, поднимает кондукторную плиту 5, постоянную и прикрепленную к ней сменную, и обрабатываемая деталь разжимается. При повороте рукоятки 7 распределительного крана 8 в соответствующую сторону, сжатый воздух поочередно подается в верхнюю или нижнюю полость пневмоцилиндра 9. На рис. Vn.3 показана схема установки и закрепления сменной кондукторной плиты и сменной наладки в скальчатом кондукторе консольного тина с пневматическим приводом. На плоскости корпуса и установочных пальцах 1 помещена сменная наладка (подставка 8), в нее круглым концом устанавливают обрабатываемую деталь, в прямоугольном фланце которой требуется просверлить четыре отверстия 9. На нижней плоскости постоянной кондукторной плиты 6 с прямоугольной выемкой установлена на пальцах 7 сменная кондукторная плита 4 с четырьмя кондукторными втулками 5. к сменной кондукторной плите 4 винтами прикреплены призмы 3, которые при опускании кондукторных плит 4 w 6 производят ори- ептацню и зажим обрабатываемой скальчатого кондуктора. детали 2 в сменной наладке § VII.3. Стационарные приспособления Стационарными приспособлениями для сверления отверстий в различных деталях называют такие приспособления, в которых нет новоротных частей для перемещения обрабатываемой детали в различное положение относительно режущего инструмента. Стационарные приспособления разделяют на специальные и универсальные. Специальные стационарные приспособления применяют для обработки отверстий в деталях одного или нескольких типов, схожих по форме и размерам, в крупносерийном и массовом производствах. Универсальные стационарные приспособления применяют при групповой обработке деталей, закрепленных за определенным станком, в серийном и мелкосерийном производствах. Число различных типоразмеров деталей, обрабатываемых в универсальных стационарных приспособлениях, можно значительно увеличить применением сменных наладок. Широкое применение таких приспособлений, их механизация и автоматизация значительно повышают производительность труда и сокращают время и средства на подготовку производства к запуску новой машины. На рис. VH.4 показано стационарное приспособление - универсальный трехкулачковый самоцентрирующнй пневматический патрон, применяемый при сверлении и зенкерова-нии центрального отверстия в деталях с цилиндрической наружной поверхностью диаметром 50-220 мм. На корпус патрона в зоне К можно установить кронштейн с кондукторной втулкой для направления сверла или зенкера. Обрабатываемые детали в зависимости от их формы и размеров устанавливают на сменную втулку 2 или на три планки 1. Центри- 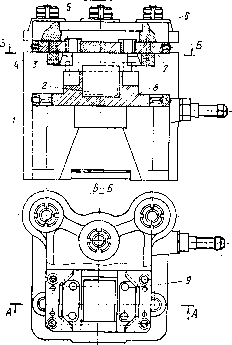 Рис. VII.3. Схема установки и закрепления сменной кондукторной плиты и сменной наладки в скальчатом кондукторе 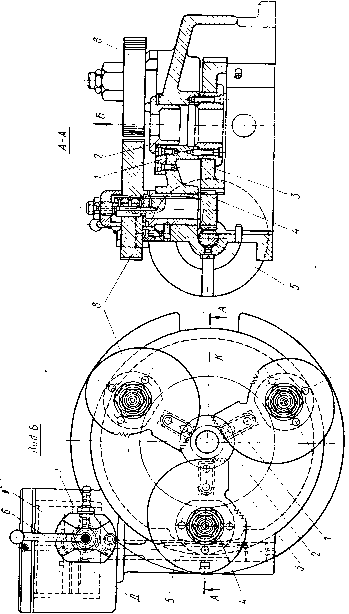 § § о. ь га к 9 >. о. § В" & «а Я а. п S О, 7-2684 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [ 28 ] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.0126 |
||||||||||||||