
|
|
|
Главная страница Проектирование станочных приспособлений [0] [1] [2] [3] [4] [5] [ 6 ] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] Для определения соотношения между исходной силой Q механизированного привода и силой зажима W детали найдем уравнение равновесия рычага относительно оси вращения О с учетом трения от силы N на его оси (рис. III.4, а): Mo=Qli-Nfor~WlO, откуда Ql,Wl+Nfon W={QI,-NU)IL Подставив в формулу вместо N ее значение, получим: W=[Ql,~{Q + W)for];i = {Ql,~Qfor-Wfor)ll; Wl = Q/i - QU - WU; Wl + WU=Ql,- QU> откуда w=[Q-umi+U); Q=[Wii+U)V{ii-for). Передаточное отношение / Q (/i- •)(/1-/qt) Q(.li-fbr)2 " Q il + fur)il + for) Wil + fr)2 * Для рычагов, представленных на рис. П1.4, б, в, с учетом до» полнительных сил трения QfiH Wf в местах действия сил при li>K WQ и /=const сила Q = [Г (/ + Л/ + r/o)]/(/i - - г/о). Для рычагов, показанных на рис. П1.4, г, д, сила на штоке привода (f=const): при lit Q=[Г (/ + /з/ + 0,96r/o)]/(/i - /2/1 - 0,4г/о); при li = l д=[1(/ + /з/+ l,41r/o)]/(/-/2/i). Для рычага (рис. П1.4, е): при lil Q={W{l-\- 0,96r/o)]/(/i - 0,4r/o); при lx = l Q=[ir{/+I,41r/o)] i. Винтовой зажим. Винтовые ручные зажимы находят большое применение в станочных приспособлениях вследствие их простоты и надежного закрепления обрабатываемых деталей. Недостатки винтовых зажимов: значительное вспомогательное время, необходимое для зажима и разжима детали, большая затрата рабочим мускульной силы, непостоянство силы зажима и возможность смещения детали от силы трения на торце винта. Винтовые зажимы применяют при ручном закреплении деталей в приспособлениях, а также в приспособлениях механизированного типа и при зажиме деталей в приспособлениях-спутниках, применяемых для деталей, обрабатываемых на автоматических линиях. Закрепление обрабатываемых деталей винтовыми зажимами в приспособлениях производится ключами, ручками, гайками, гайками-головками, установленными на конце винта. Зажимные винты и гайки изготовляют из стали 35 и 45 с твердостью HRC 30-35 и точностью резьбы по 3-му классу. Расчет винтовых зажимов. Сила, необходимая для зажима детали винтовым зажимом, зависит от длины рукоятки и величины приложенной к ней силы, формы зажимного торца винта и вида резьбы. Сила, приложенная на конце рукоятки 2 резьбового 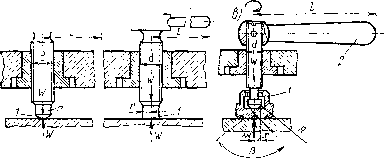 Рис. III.5. Винтовые зажимы и их расчет: а - с рукояткой 2 и сферическим торцом /; б - с рукояткой 2 пласхан торцом /; в - с рукояткой 2 и башмаком / зажима со сферическим торцом / (рис. И1.5, а), Q-[Wr,ptg(a + cp„p)] . Сила зажима Сила зажима W=:Q [reptg(a+cp„p)]. приложенной на рукоя цом (рис. П1.5, а), Q = Q/ = rr,ptg(a+cp„p). пая на конце рукоятки ре; рис. И1.5, б), \г, tg (а + „p)-f 0,67/г] . Момент от силы Q, приложенной на рукоятке резьбового зажи« ма со сферическим торцом (рис. П1.5, а), Сила, приложенная на конце рукоятки резьбового зажима с плоским торцом / (рис. И1.5, б), QllW, tg (а-{- ср„р) + 0,67/г]. лы Q, приложенной на рукоятке )Ц0М, Mq = QI = W [Гер tg (а+ср„р) + 0,67/г]. Момент от силы Q, приложенной на рукоятке резьбового зажима с плоским торцом. Сила, приложенная на рукоятке резьбового зажима со сферическим торцом, упирающимся в конусное гнездо зажимного башмака (рис. III.5, в), Q= [Гер tg (а+ср„р) + fR ctg (Р/2)] . Сила зажима i=Qil [Гср tg (а + ср„р) + fR ctg (/2)]. Момент от силы Q, приложенной на рукоятке резьбового зажима с башмаком, =Q/= 1 [г,р tg (а+ср„р) + ? ctg (р/2)]. 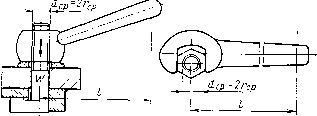 Рис. III.6. Схема для расчета силы зажима: а - передаваемой гайкой с рукояткой; б - передаваемой гайкой с ключом Сила, приложенная на рукоятке (рис. III.6, а) или на ключе (рис. III.6, б) резьбового зажима с гайкой, Q=lw r,ptg(a + cp„p) + 0,33/- Dl-Dl It. Момент от силы Q, приложенной на рукоятке (рис. 111,6, а) или на ключе (рис, III.6, б) резьбового зажима с гайкой, Dl~Dl Mq = QI = W Сила зажима -cntg(a + cp„p) + 0,33/ Здесь Q = 14-20-искомая сила на рукоятке или ключе резьбового зажима, прикладываемая рабочим, Н (кгс); W -требуемая сила зажима винтом детали (определяется по приведенным формулам), Н (кгс); /л; 14 d-расстояние от оси винта до точки приложения силы Q (d -номинальный наружный диаметр резьбы), мм; Гср -средний радиус резьбы винта, мм; а»2°30-ьЗ°30 -угол подъема винта резьбы; условие самоторможения винта, болта (а6°30): tg а=5/(2ягср); фпр -приведенный угол трения в резьбовой паре (фпрЯ:;6°400: tg (pnp=f/cos Рь /=0,1ч-0,15 - коэффициент трения при плоском контакте двух сопрягаемых деталей (на нижнем торце гайки или винта); г-радиус цилиндрической части нижнего конца винта, мм; s -шаг резьбы, мм; i? -радиус сферического конца винта в гнезде башмака, мм; 120° -угол между касательными к сферической поверхности винта в гнезде башмака, град; fnp - приведенный коэффициент трения: /„р= со5?1 = ссбЗО==1,15/; Pi -половина угла при вершине профиля метрической резьбы при /=0,1; fnp=tg фпр=0,115, откуда фпp=arctg 0,115 л; 6W; D - наружный диаметр опорного торца гайки, мм; Db - внутренний диаметр опорного торца гайки, мм. В зависимости от требуемой силы зажима, определяемой по формуле [Н (кгс)] Г=0,64 [а]р = 0,52 находим номинальный наружный диаметр винта [мм]: rf = y 1/0,5 [а]р, где [(т]р?к 584-98 - допускаемое напряжение на растяжение материала винта при переменной нагрузке, МПа *. Комбинированные зажимы, К комбинированным зажимным устройствам относятся винтовые прихваты, состоящие из винтового и рычажного зажимов; эксцентриковые прихваты, состоящие из эксцентрикового и рычажного зажимов, и т. д. Рычаги прихватов для удобства установки деталей бывают передвижные и откидные. Детали прихватов в основном стандартизованы или нормализованы. На рис. 1П.7, а показан один из видов нормализованных винтовых прихватов с передвижной прижимной планкой / и регулируемой опорой 2. Прихват применяют для крепления обрабатываемых деталей 3 с различными размерами Н. При завинчивании гайки 4 планка / зажимает деталь 3. На рис. 1П.6, б дана схема действия сил при зажиме обрабатываемой детали этим винтовым прихватом. Из равенства моментов сил относительно неподвижных опор находим величину исходной силы Q, развиваемой винтом: Q = [U/(/i + /2)](/i), откуда сила зажима W = Qhy\!{l,-\-k), где т) = 0,95 -КПД, учитывающий потери на трение между прижимной планкой и ее опорой; при /i = /2 и т)=1 сила W=0,5 Q. * В Международной системе единиц (СИ) I Па=1 Н/м или 0,1 МПа = = 1 Н/см-. На рис. П1.8, а показан один из нормализованных винтовых прихватов с закрепленной им деталью, а на рис. П1.8, б-схема действия сил при зажиме обрабатываемой детали 3 данным прихватом. При завинчивании винта 5 правый конец прихвата 6 поднимается, а левый опускается и зажимает деталь 3, установленную на опорах 2, запрессованных в корпус / приспособления. При установке детали пружина 7 поднимает прихват, удерживаемый головкой 4. 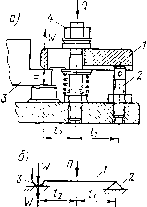 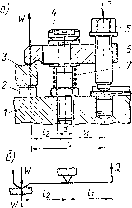 Рис. III.7. Нормализованный винтовой прихват (а) и схема действия сил при зажиме детали этим прихватом (б) Рис. II 1.8. Нормализованный винтовой прихват (а) и схема действия сил при зажиме детали этим прихватом (б) Из равенства моментов сил относительно неподвижных опор находим величину исходной силы Q, развиваемой винтовым прихватом: откуда сила зажима при/i = l2 и т) = 1 сила Q = W. На рис. 1П.9, а показан винтовой откидной прихват, а на рис. П1.9, б -схема действия сил при зажиме им обрабатываемой детали. При навинчивании на поворотный болт 6 звездочка 5 нажимает на откидную планку 3, в которой закреплен на оси сухарь 4, зажимающий обрабатываемую деталь /. При свинчивании с болта звездочка перестает давить на откидную планку с сухарем и деталь разжимается. Затем болт 6 поворачивают вниз на оси 7, а планку 3 поднимают, поворачивая на оси 2, снимают обработанную деталь / и ставят следующую. Величина исходной силы, развиваемая данным винтовым прихватом, еткуда сила зажима W=QLr\llu где /г и L - длины плеч зажимного рычага (планки).  Рис. III.9. Нормализованный винтовой прихват (а) и схема действия сил при зажиме детали этим прихватом (б) При /i=0,5 L и т] = 1 сила Q = 0,5 W; W=2 Q. Из приведенных формул можно сделать вывод, что прихват, представленный на рис. П1.7, использует для зажима детали лишь  Рис II 1.10. Нормализованный прихват с пневмокамерой (а) и пневматическим цилиндром (б) половину приложенной силы Q; прихват, показанный на рис. П1.8,-всю приложенную силу Q; прихват, данный на рис. П1.9, зажимает деталь с силой W, в два раза большей, чем приложенная сила Q (при условии /i = /2; L=2 li и = 1). На рис. П1.10, а представлена схема комбинированного зажимного устройства с пневматическим приводом. При подаче сжатого воздуха в нижнюю полость пневмокамеры мембрана 8 прогибается и шток 7, жестко связанный с мембраной, поворачивая рычаг-уси- [0] [1] [2] [3] [4] [5] [ 6 ] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.0102 |