
|
|
|
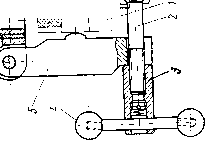
Главная страница Проектирование станочных приспособлений [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [ 29 ] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] рованпе и зажим детали производятся кулачками 8 с насечкой. При поступлении сжатого воздуха в бесштоковую полость Г пневмоцилиндра поршень 7 со штоком-рейкой 5 перемешается к оси патрона. Шток-рейка 5, находясь в зацеплении с одной из шестерен-валиков 4, поворачивает его около вертикальной оси на некоторый угол. При этом шестерня-валик 4, находящаяся в зацеплении с центральным зубчатым колесом 3, повернет через него две других шестерни-валики на такой же угол. На верхних концах шестерен-валиков 4 установлены и жестко закреплены кулачки 8, рабочая поверхность которых имеет форму спирали с насечкой. При одновременном повороте кулачков обрабатываемая деталь центрируется и предварительно зажимается. Окончательный зажим детали кулач-, ками производится автоматически под действием сил резания. Во время поступления сжатого воздуха в штоковую полость Д пневмоцилиндра поршень 3 со штоком-рейкой 5 перемещается от оси патрона, разводит кулачки 8 и деталь разжимается. Последовательная нодача сжатого воздуха в полость Г и Д пневмоцилиндра-производится поворотом рукоятки 6 распределительного крана в соответствующую сторону. Патрон снабжен двумя комплектами кулачков для зажима деталей диаметром 50-160 и 160-220 мм. Так как ход штока-рейки 5 ограничен, то для зажима деталей различных наружных диаметров одним комплектом кулачков производится их переналадка для установки на требуемый размер детали. На рис. Vn.5 показано стационарное универсальное приспособление-пневматические тиски, применяемые для центрирования и зажима цилиндрических деталей, в которых сверлят или зенкеруют отверстия на вертикально-сверлильных станках. С корпусом тисков соединен винтами пневмоцилиндр с крышками 6. Внутри пневмоцилиндра перемещается поршень 7 со штоком 8, который на левом конце имеет два паза. В этих пазах установлены на пальцах 5 длинные плечи Г-образных рычагов 3. При подаче сжатого воздуха в полость А пневмоцилиндра поршень 7 со штоком 8 перемещается вправо. В это время рычаги 3 поворачиваются на осях 4 и короткими плечами перемещают ползуны 2 со сменными губками 1 к центру, и деталь зажимается. 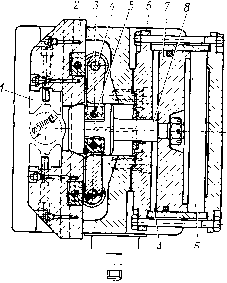 Рис. VII.5. Универсальные тиски с пневмоприводом При подаче сжатого воздуха в полость Б пневмоцилиндра поршень 7 со штоком 8 перемещается влево, рычаги 3, поворачиваясь, разводят губки 1, и деталь разжимается. § VII.4. Поворотные приспособления для позиционной обработки отверстий в деталях Поворотные приспособления применяют для обработки отверстий, расположенных на разных поверхностях детали или по окружности, а также при обработке отверстий в детали на нескольких позициях стола станка многошниндельными головками с различным режущим инструментом. При последовательной обработке отверстий в деталях, установленных в новоротных приспособлениях, приспособления с деталями периодически поворачиваются около своих осей. Поворотные приспособления применяют с вертикальной, горизонтальной или наклонной осью вращения. Поворотные нриспособ-ления с вертикальной осью вращения называют столами, а с горизонтальной осью - стойками. Стойки бывают одно- и двухопорные. Поворотные столы и стойки состоят из корпуса (неподвижная часть) и планшайбы (поворотная часть). На поворотной части стола или стойки крепят сменные наладки с кондукторными втулками и с установочно-зажимны-ми элементами, в которых устанавливают и зажимают обрабаты- ваемые детали. Углы поворота подвижных частей столов и стоек на одно деление отсчитывают по круговой шкале с нониусом или фиксатором. Столы и стойки поворачивают вручную или механизированным приводом. Поворотные столы и стойки применяют в единичном мелкосерийном, серийном и частично в крупносерийном и массовом производствах. Для установки и закрепления на поворотных приспособлениях различных деталей требуется изготовить только сменные наладки в основном из установочно-зажимных элементов. Поворотные столы с вертикальной осью вращения. Накладные новоротные столы устанавливают и закрепляют на рабочем столе вертикально или радиально-сверлильного станка и применяют для обработки отверстий, раснолол<енных но окружности деталей. На рис. VII.6 приведен универсальный поворотный стол, применяемый для последовательного сверления отверстий, расположенных по окружности деталей. Стол состоит из корпуса 6 (неподвижная часть) и планшайбы 5 (поворотная часть). На планшайбе 5 закреплено кольцо 9, в котором по окружности диаметром 256 мм расположены 23 отверстия, а по окружности диаметром 286 мм - 30 отверстий. Точная индексация поворота планшайбы на определенный угол производится одним из реечных фиксаторов 8, входящих последовательно в отверстия соответствующего ряда в кольце 9, под действием пружин, расположенных в двух втулках 11, за- прессованных в корпус 6. 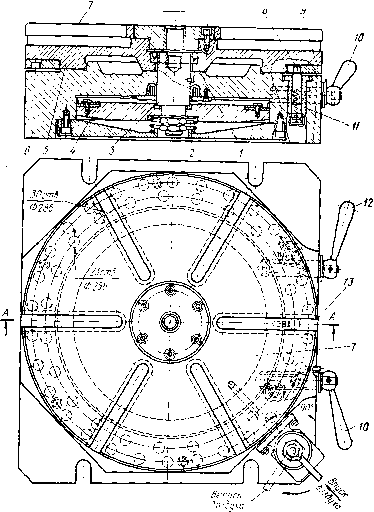 Рис. VII.6. Универсальный поворотный стол с встроенным пневмоприводом Управление каждым реечным фиксатором 8 производится рукоятками 10 и 12. Поворот планшайбы 5 стола на одно деление осуществляется вручную. Для большей жесткости приспособления при обработке отверстий в детали планшайбу после ее поворота и фиксации прил<имают к корпусу 6 и отжимают от него перед последующим поворотом. Прижим планшайбы 5 к корпусу б производится пневмоприводом, встроенным в корпус, а отжим-пружиной 2. В пневмоцилиндре размещается поршень 4 со штоком 3, на конце которого установлена втулка 1. При поступлении сжатого воздуха в штоковую полость пневмоцилиндра поршень со штоком и втулкой перемещаются вниз и втулка прижимает планшайбу к корпусу. Когда выпускают сжатый воздух из штоковой полости через распределительный кран в атмосферу, поршень 4 со штоком 5 и втулкой I под воздействием пружины 2 перемещаются вверх, и планшайба 5 отжимается от корпуса 6. Сменные наладки для базирования и закрепления обрабатываемых деталей устанавливают на верхней полости 7 планшайбы 5 и крепят болтами, установленными в пазах 13 планшайбы. Основные размеры круглых поворотных столов с ручным и механизированным приводами стандартизованы (ГОСТ 16936-71). Поворотные столы изготовляются двух классов точности: нормальной точности - Ни повышенной точности - П. Поворотные стойки с горизонтальной осью вращения. Поворотные стойки одно- и двухопорные применяют при последовательной обработке отверстий, расположенных на различных плоскостях детали, а также для сверления радиально расположенных отверстий. Одноопорные стойки применяют при обработке отверстий в деталях с небольшим вылетом оси отверстия относительно корпуса стойки. Двухопорные стойки состоят из основной и вспомогательной стоек, установленных на одной плите, и применяются при обработке отверстий в крупных деталях, которые при консольном закреплении на одноопорной стойке имеют большой вылет и недостаточную жесткость. Поворотные стойки применяют при обработке деталей, схожих по форме и размерам. К каждой поворотной стойке изготовляют несколько сменных наладок в соответствии с формой и размерами различных деталей, обрабатываемых на стойке. Основные размеры одноопорных делительных стоек даны в ГОСТ 16203-70. На рис. Vn.7 показана одноопорная поворотная стойка с пневмогидравлическим зажимом обрабатываемых деталей. Стойка состоит из корпуса 1 с установленным в нем шпинделем 3, на конце которого закреплена поворотная планшайба 6 с пазами для крепления сменных наладок. Планшайба 6 вместе со шпинделем поворачивается в цилиндрической выточке корпуса /. Положение планшайбы после поворота на определенный угол определяется фиксатором 12, заскакивающим в соответствующее гнездо планшайбы. После поворота и фиксации планшайбы 6 поворачивают рукоятку 4 с эксцентриковым валиком 5, который перемещает планку 8 с двумя пальцами 9 к планшайбе 6. Концы пальцев 9 с зубцами, входящими в цилиндрический паз планшайбы 6, притягивают ее к корпусу 1 и закрепляют. При раскреплении планшайбы 6 рукоятку 4 с эксцентриковым валиком 5 поворачивают в другую сторону, тогда он перестает нажимать на планку 8 с пальцами 9, которые отходят и освобождают планшайбу от зажима на корпусе 1. От фиксации планшайба освобождается при нажиме на педаль 14, 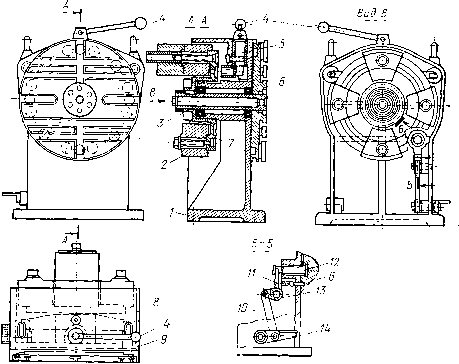 Рис. УП.Т.Одиосторонняя поворотная стойка с пневмоприводом которая, воздействуя на рычаги 10, 13, И, выводит фиксатор 12 из отверстия планшайбы. При установке сменных наладок на поворотной планшайбе появляется дисбаланс, который устраняют перестановкой грузов 2 на диске 7. На рис. Vn.8 показана сменная наладка к одноопорной поворотной стойке для обработки радиально расположенных отверстий на детали. Обрабатываемую деталь 1 устанавливают центральным отверстием на цилиндрический палец 6 и отверстием в правом торце-на срезанный палец 8. После установки детали опускают прихват 5 и вводят винт 2 в паз прихвата. Вращая рукоятку 4, перемещают втулку 3 по винту 2 вправо. Втулка, нажимая на конец прихвата 5, поворачивает его на оси, и прихват выступом зажимает обрабатываемую деталь. Кондукторные втулки 7, установленные в 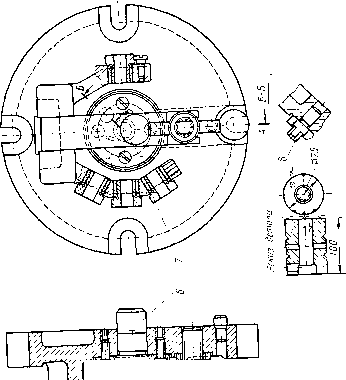 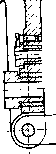
 о е-о >s о н о а. о ш о t= =s • о а, о с о о [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [ 29 ] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.0105 |