
|
|
|
Главная страница Проектирование станочных приспособлений [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [ 34 ] [35] [36] [37] [38] [39] 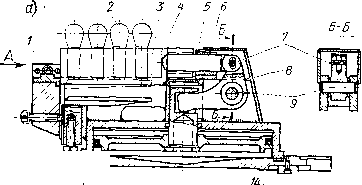 Вид A 15 15 12 i1 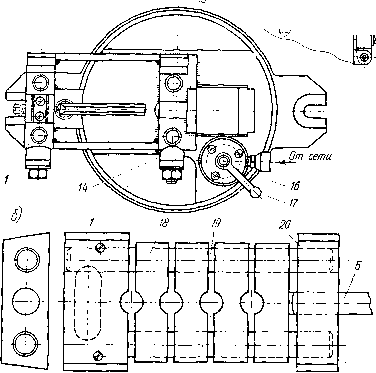 Рис. VIII.3. Универсальное многоместное приспособление со встроенным пневмоцилиндром (о) и сменной наладкой (б) 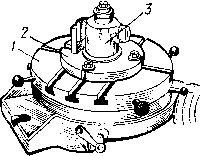 Универсальные делительные переналаживаемые столы. Универ-1ьные делительные столы применяют для позиционной обработ-одной или нескольких деталей комплектом фрез на фрезерных •. : нках. Обрабатываемые детали устанавливают и закрепляют в с- шных наладках, которые размещают на верхней поворотной час-f. стола. В основном делительные столы имеют ручной привод, но имеют-делительные столы с механизированным приводом для поворо-фиксацин, закрепления подвижной части стола и для зажима и шима обрабатываемых деталей. На рис. VIII.4 показан общий вид универсального де-гельного стола. Обрабатываемую деталь 3 устанавливают и :репляют на верхнем поворот-и. столе 1 или в специальных шных наладках 2, расположен->с на поворотном столе. На по-)отном столе / устанавливают али, требующие в процессе их )аботки поворота стола. Стол окружности может быть раз-1ен на 2, 3, 4, 6, 8 или 12 рав-х частей. На рнс. VIII.5 показан универ-[ьный делительный стол в раз-.е. На неподвижном корпусе Ла установлена поворотная )ра 2, жестко связанная с верх-м поворотным столом 4. Вну- I поворотного стола и его опоры 2 имеются выемки, образующие ;вмокамеру. Диафрагма 7 пневмокамеры зажата по наружным эскостям между поворотным столом 4 и опорой 2; внутренние эскостй диафрагмы жестко закреплены между двумя стальными сками 6, установленными на штоке 5. Поворачивая рукоятку распределительного крана 12 в соответ-зующую сторону, производят поочередную подачу сжатого возду- в верхнюю или нижнюю полость пневмокамеры. При этом диа-•агма 7 прогибается вниз или вверх и перемещает в соответству-цих направлениях шток 5, который через промежуточные звенья ;менных наладках передвигает зажимные устройства к оси стола и зажиме детали и от оси при разжиме ее. Когда сжатый воздух пускается из любой полости пневмокамеры через распредели-пьный кран в атмосферу, то диафрагма 7 под действием упругих т выпрямляется и возвращает шток 5 в исходное положение, обы повернуть стол на нужный угол, перемещают рукоятку /5 жсатора в соответствующую сторону. При повороте рукоятки по совой стрелке фиксатор 15 под действием пружины входит в рас-ложенную в делительном кольце втулку 16 и фиксирует поворот ола 4. Одновременно с вводом фиксатора 15 во втулку или выводи его из втулки поворотом рукоятки 13 стягивают или освобож- Рис, VIII.4. Общий вид универсального стола 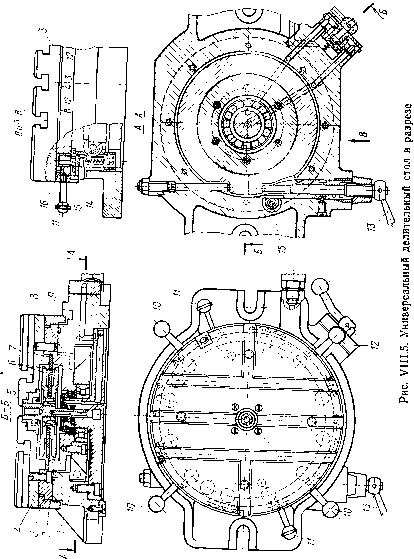 дают разрезной хомут 9. При стягивании хомут внутренней конической поверхностью, нажимая на кольцо 8, соединенное с поворотной опорой 2, прижимает опору с поворотным столом 4 к неподвижному корпусу /. Во время поворота рукоятки 13 в другую сторону хомут 9 разжимается, фиксатор 15 выводится из втулки 16 и сжимает пружину, а стол 4 освобождается и поворачивается на требуемое деление. Стол с делительным кольцом поворачивают вручную рукояткой 10. Заданное число делений окружности устанавливают по кольцу 3, поворачиваемому относительно оси стола 4 и закрепляемому на поворотной опоре 2 рукояткой в таком положении, при котором цифра на кольце 3, соответствующая заданному числу делений, совмещается с риской на делительном столе 4. На внутренней поверхности кольца 3 имеются пазы, в которые входит штифт 14, запрессованный в фиксатор 15. Фиксатор может войти в фиксирующую втулку поворотной опоры 2 только в том случае, если паз на кольце 3 под штифт 14 совпадает со втулкой, соотвеч-ствующей заданному числу делений. В другие втулки фиксатор не войдет. При обработке деталей на данном универсальном поворотном столе различные цикловые приемы выполняют вручную. § VIII.3. Делительные головки Делительные головки применяют для установки, зажима и периодического поворота или непрерывного вращения небольших деталей, обрабатываемых на фрезерных станках. Имеются различные конструкции делительных головок. Делительные головки в основном состоят из следующих частей: корпуса, поворотной части делительного устройства (фиксатора) и механизма зажима поворотной части. Имеются головки, в которых делительный механизм и механизм зажима сблокированы и управляются одной рукояткой. Делительные головки отличаются от делительных столов тем, что небольшие обрабатываемые детали устанавливают и зажимают в делительных головках, в центрах трехкулачковых патронов, цангах, закрепляемых в шпинделе головки. Головки изготовляются с горизонтальным или вертикальным расположением шпинделя или со шпинделем, который можно устанавливать в горизонтальном и вертикальном положениях. Поворот, фиксацию и зажим поворотной части до обработки детали и разжим поворотной части, вывод фиксатора после обработки детали на многих делительных головках осуществляют вручную. Имеются делительные головки, в которых некоторые элементы рабочего цикла головки автоматизированы. На рис. УПГб показана универсальная делительная головка с пневматическим цанговым зажимом; ее применяют для фрезерования шлицев, шестигранников и квадратов на деталях круглого и других сечений. Головку устанавливают и закрепляют на столе фрезерного станка. Шпиндель головки можно устанавливать в вертикальное и горизонтальное положение. Делительная головка со- 8* 211 стоит из корпуса 9 со встроенным пневмоцилиндром, крышки 6, поршня 4 с уплотнением, полого штока 7, на котором установлены поршень 4 и радиально-упорный подшипник 8. Зажимной механизм головки включает в себя втулку 3 с внутренним конусом, винты 5, соединяющие шток 7 с втулкой 3, упорную гайку 2 и цангу / для зажима детали. Сжатый воздух через штуцер 10 по каналу распределительного клапана подается в полость Б пневмоцилиндра, встроенного в корпусе 9, и перемещает поршень 4 со штоком 7 и втулкой 3 вле- 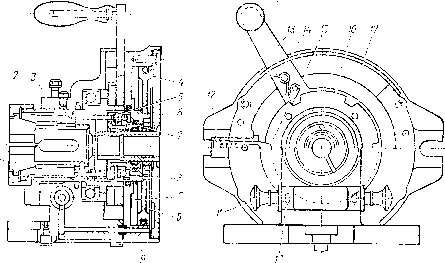 Рис. VIII.6. Универсальная делительная головка с цанговым пневматическим зажимом во. При этом втулка, перемещаясь по конической поверхности цанги сжимает ее лепестки, и деталь, установленная в цанге, закрепляется. После обработки детали сжатый воздух по другому штуцеру через клапан поступает в полость Г пневмоцилиндра в корпусе 9; одновременно воздух из полости Б выходит в атмосферу. Под давлением сжатого воздуха поршень со штоком и втулкой перемещается вправо. Втулка прекращает нажим на лепестки цанги, они под действием упругих сил расходятся, и обработанная деталь разжимается. Шпиндель головки с цангой и обрабатываемой деталью поворачивают на требуемый угол рукояткой 13. При вращении по часовой стрелке рукоятка поворачивает эксцентриковый диск, который спиральной наружной поверхностью выталкивает фиксатор 12 из паза 17 делительного диска 16, а собачка 15 под действием пружины 14 заскакивает в следующий паз диска 16. Во время вращения рукоятки 13 против часовой стрелки собачка 15 поворачивает делительный диск 16 вместе с цангой / и обрабатываемой деталью до тех пор, пока фиксатор 12 не попадает в следующий паз делительного диска 16 и этим не зафиксирует поворот обрабатываемой детали в требуемое положение. Сила зажима детали в цанге И 760 Н, диаметр отверстия шпинделя 30 мм. Головка работает при давлении сжатого воздуха 0,39- 0,49 МПа. К головке прилагается комплект сменных цанг для зажима деталей разных диаметров и поперечных сечений. § Vm.4. Приспособления для непрерывного фрезерования деталей Приспособления для непрерывного фрезерования деталей разделяют на две разновидности: круглые поворотные столы с вертикальным или горизонтальным расположением плоскости стола; многопозиционные приспособления для непрерывного фрезерования деталей. Поворотные столы применяют в серийном типе производства для непрерывного фрезерования плоских и других поверхностей у деталей, устанавливаемых в специальных наладках приспособлений, закрепленных по окружности стола. Предельные отклонения от геометрической формы поверхностей круглых поворотных столов с ручным и механизированным приводами даны в мкм (ГОСТ 16935-71). Основные размеры круглых поворотных столов с ручным и механизированным приводами даны в мм (ГОСТ 15935-71). Круглые столы имеют по окружности шкалу с ценой деления Г. Круглые столы изготовляют двух классов точности - нормального (Н) и повышенного (П) в соответствии с ГОСТ 16935-71. Круглые столы небольших диаметров D = = 160200 изготовляются с ручным приводом, а средних и крупных диаметров 0=250-800 (ГОСТ 16936-71)-с механизированным приводом. Установка и снятие обрабатываемых деталей в приспособлениях поворотных столов производится рабочим вручную. Зажим и разжим деталей, обрабатываемых в приспособлениях поворотных столов, в основном производится механизированными приводами. В массовом и крупносерийном производствах непрерывное фрезерование плоских поверхностей деталей различных типоразмеров производится на одно- и двухшпиндельных карусельно-фрезерных станках с круглым столом. На верхней поворотной части стола крепят сменные наладки или многоместные приспособления, в которых устанавливают и зажимают обрабатываемые детали. Непрерывное фрезерование плоскостей небольших деталей можно производить на универсально-фрезерных станках, оснащенных круглым вращающимся столом, на котором закреплены приспособления или сменные наладки. В круглых столах поворот верхней части стола, а также зажим и разжим обрабатываемых деталей осуществляются пневматическими, гидравлическими или механическими приводами. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [ 34 ] [35] [36] [37] [38] [39] 0.0145 |