
|
|
|
Главная страница Проектирование станочных приспособлений [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [ 27 ] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] радиус окружности выступов колеса, мм; /?2 -радиус от оси зубчатого колеса (патрона) до точки касания ролика с профилем зуба колеса, мм; Рд -радиус делительной окружности колеса, мм; Ri - радиус основной окружности колеса, мм; ai = 15ч-20° -угол зацепления колеса, град; х - расстояние между осью колеса и осью ролика, расположенного во впадине колеса, мм; т - модуль зацепления колеса, мм; d -диаметр ролика, мм; да -толщина зуба по 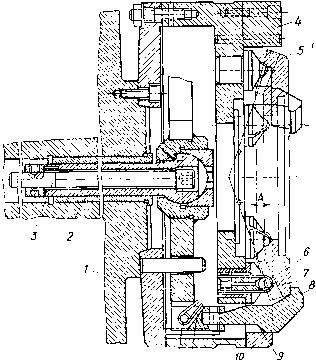 Рис. VI.23. Патрон д.тя установки и зажима конических зубчатых колес делительной окружности для некоррегированных колес: ш = яРд/2 = - пт12; Z - число зубьев шлифуемого колеса; я/2 - половина угла между серединой двух смежных зубьев, рад (Г = 0,00174 рад). Из рис. VI.24 определяем: d:2 = 0K.-MK или d = 2{0K-MK). Из треугольника OiMK найдем ./(=2 sin 2, а из треугольника OiOK-OK=Ritgiy + a2). Подставив в равенство вместо ОК и М/С найденные значения, получим диаметр ролика d = 2[Ri tg(Y + a2)-/?2sina2]. В данной формуле радиус Ri задан; радиус R2 принимают равным радиусу окружности выступов, уменьшенному на 1-2 мм; угол аг определяют из формулы Угол [рад] CC5U2 = /?,7?2. у=л;г-[а)д2А\) + е,]+е2. 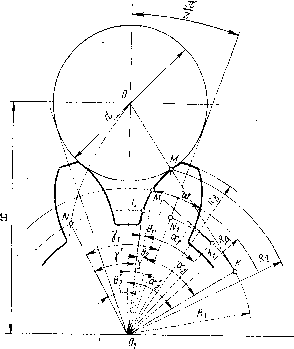 Рис. VI.24. Схема для расчета ролика или шарика к мембранным и клиповым патроном Затем угол переводят в градусы. Полярные углы: Si=tg Oi ~ Oi = tg U] - ахЯ/180; 62 = tg 02 - 02 = tg 02 - UjTT 180°. Величину полярных углов Oi и 02 молено выбрать по таблицам эвольвентных функций. Расстояние между осями патрона и ролика где cos (у-Наг) =cos 02. x=/?i/cots(Y-f 02), Если при расчете диаметр ролика d получается дробным, его округляют до меньшего целого числа и проводят повторный расчет х и радиуса Rz для принятого значения d: 00*02,- 92=tg аз -аг, где Q2 - полярный угол для принятого размера d: 62 = -iiga,-a,) + dl2R,-n/z. Определив величину полярного угла бз, находят угол а2 = а2 + у и подставляют в формулу для х. Затедт для принятого d получают R;=V{x sin a2-flf/2)2 + (/?;)2. Полученная величина R должна быть меньше Rb, для того чтобы точка касания ролика находилась на профиле зубьев колеса. § Vl.11. Магнитные и электромагнитные патроны Круглые патроны с постоянными магнитами. Такие патроны, применяют для установки и зажима деталей на токарных и шлифовальных станках. Закрепление обрабатываемых деталей в них происходит быстро. Базовые поверхности обрабатываемых деталей (колец, дисков) должны представлять собой плоскость с шерохо- ватостью поверхности (ГОСТ 2789-73). С уве- личением высоты гребешков на базовой поверхности детали сила ее зажима на патроне значительно снижается, так как увеличивается воздушный зазор, который создает большое сопротивление прохождению магнитного потока. Сила зажима при установке на патрон закаленных деталей больше, чем при установке незакаленных деталей. Магнитные патроны применяют при чистовом точении поверх-)юстей небольших деталей на токарных станках и при шлифовании наружных и внутренних поверхностей на шлифовальных станках. На рис. VL25, а показан патрои с постоянным магнитом и наружным диаметром 265 мм. Патрон имеет корпус 8 из силумина, верхнюю и п нижнюю 14 плиты. В корпусе размещается магнитный блок, состоящий из цплиндрических постоянных магнитов 6 и пластин 7 из лелеза Армко, залитых эпоксидным клеем. Магнитный блок смонтирован на промежуточной плите 16, на которой .чакреплепы крайние пластины 5 и 12 магнитного блока. В пластине 5 закреплена гайка 4 с внутренней трапецеидальной резьбой, а с гайкой связан винт 2, вращающийся в двух бронзовых втулках 3, установленных в корпусе патрона. Винт 2 имеет цилиндрический буртик, который не дает ему перемеш.аться в осевом направлении. При вращении торцовым ключом / гайка 4 с пластиной 5 и Магнитка 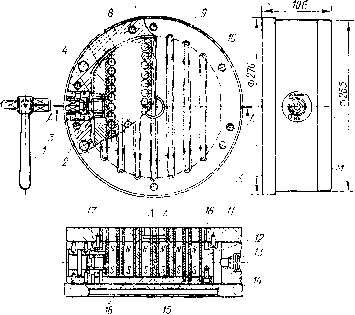 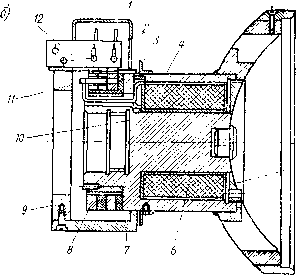 Рис. VI.25, Патроны: а - магнитный; б - электромагнитный ным блоком перемещаются, а винт 2 не смещается в осевом направлении. На рис. VI.25, а показано включенное положение магнитного патрона; при этом пластины 7 магнитного блока совпадают со вставками 9 из железа Армко верхней плиты И. В этом положении патрона магнитный поток должен пройти через обрабатываемую деталь. Магнитный блок во включенном положении патрона фиксируется упором П, в который после перемещения магнитного блока упирается пластина 5. Для включения патрона ключом 1 вращают гайку 4 и перемещают магнитный блок на 4,25 мм, при этом крайняя пластина 12 блока прижимается к упору 18. Внутрь патрона через резьбовое отверстие с пробкой 13 заливают минеральное масло. Верхнюю и промежуточную 16 плиты изготовляют из железа Армко, а нижнюю 14 - из стали. Для точного размещения элементы магнитного блока перед заливкой эпоксидным клеем устанавливают на промежуточной плите 16 между медными штифтами 16. Симметричное размещение вставок из железа Армко относительно фасонных вырезок верхней плиты И достигается установкой с двух сторон штифтов 10 между вставками и стенками выфрезеро-вок. Зазор между вставками и стенками выфрезеровок заливают эпоксидным клеем. Магнитный патрон крепят к шпинделю станка с помощью переходной планшайбы, на которую его устанавливают выточкой в плите 14 (непараллельность плоскостей К и Ш - 0,01 мм). Во включенном положении гайка 4 поворачивается ключом 1 на винте 2 так, чтобы ее торец упирался в торец втулки 3. Сила притяжения детали магнитным патроном Я=525;(8я), где В - число силовых линий на 1 см поверхности патрона; S - площадь поверхности патрона; 8я - постоянная величина. Фактически сила притяжения патрона зависит от многих причин; размеров детали, ее материала, состояния базовой поверхности и т. д. Например, стальная обрабатываемая деталь, закрепленная на поверхности магнитного патрона, требует силу 4000 Н (400 кгс) для отрыва ее в направлении вдоль оси патрона, а для сдвига этой детали по плоскости патрона в направлении, перпендикулярном оси патрона, требуется сила 800 Н (80 кгс), т. е. в пять раз меньше. Поэтому для предупреждения сдвига детали в радиальном направлении следует применять упоры. Круглые электромагнитные патроны. Такие патроны применяют для установки и закрепления тонких плоских деталей и деталей другой формы, обрабатываемых на токарных и шлифовальных станках. На рис. VI.25, б дана конструкция круглого электромагнитного патрона к токарному станку для закрепления тонких плоских дета- лей *. Электромагнитный патрон состоит из корпуса 4, в выточке которого установлен каркас с намотанной на него катушкой 6. Концы катушки выведены через отверстие в корпусе 4 и соединены с двумя контактными кольцами 8 с помощью двух шпилек И. Контактные кольца 8 электрически изолированы между собой и корпусом 4. Каркас с катушкой 6 неподвижно установлен в корпусе 4 и предохраняется от попадания пыли и грязи гайкой 5. Контактное устройство электромагнитного патрона состоит из хомута 9 с текстолитовым щитом 2, щеткодержателями и щетками 12, скользящими по цилиндрической поверхности контактных колец. Щеткодержатели со щетками 12 закрыты металлическим кожухом /. Контактное устройство крепят на неподвижной гайке 7 передней бабки станка. Для предохранения от абразивной пыли контактного устройства на корпус патрона установлено лабиринтное кольцо 3. При включении катушки 6 в цепь постоянного тока создается магнитное поле, которое притягивает обрабатываемую деталь к катушке, и деталь закрепляется в патроне. Магнитные силовые линии пройдут через стальной корпус 4 и обрабатываемую деталь, затем вернутся в корпус и в нем замкнутся. Электромагнитный патрон резьбовым отверстием 10 устанавливается на шпиндель станка. Необходимо отметить, что магнитные и электромагнитные зажимные приспособления имеют недостаток, заключающийся в намагничивании обрабатываемых деталей, вследствие чего после обработки требуется их демагнитизация, которая производится в специальных устройствах - демагнитизаторах. ГЛАВА VII ПРИСПОСОБЛЕНИЯ ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ § VII.1. Кондукторные втулки и плиты Кондукторные втулки. Эти втулки служат для направления режущего инструмента при обработке отверстий в деталях на сверлильных, агрегатных и расточных станках. Кондукторные втулки подразделяют на постоянные без бурта и с буртом (ОСТ 4922), сменные (ОСТ 4923) и быстросменные (ОСТ 4924). Конструкция и размеры втулок стандартизованы. Постоянные кондукторные втулки бывают без буртика (рис. VII.1, а) и с буртиком (рис. VII.1, б). Их запрессовывают в отверстия корпуса кондуктора или в кондукторную плиту по посадке А/Г. Эти втулки применяют при обработке отверстий одним сверлом или зенкером по 4-5-м классам точности в мелкосерийном производстве. Сменные кондукторные втулки (рис. VII. 1, в) изготовляют с буртиками и применяют в приспособлениях, используемых в круп- Конструкция А. И. X а й н а. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [ 27 ] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.0137 |