
|
|
|
Главная страница Проектирование станочных приспособлений [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [ 25 ] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] яами кулачков (рис. VI.16, а) условие равновесия для невыгодно-го положения силы резания Pz (выворачивание детали из патрона происходит вокруг линии 0-0) KP,Ll,5Qfr, откуда сила зажима детали Q=KP,Lil,5fr. Здесь /(= I,3-f-1,6 -коэффициент запаса; Pz -тангенциальная сила резания, Н (кгс); L -длина детали, см; Q/ -сила трения между рабочей поверхностью кулачков и обрабатываемой деталью, Н (кгс); г -радиус зажатой части детали, см; ri -радиус обработанной части детали, см; / - коэффициент трения (сцепления) между рабочей поверхностью кулачков. Величину силы Q можно выбрать по графику (рис. VI.16, а) при К=1; Рг = 98Н (10 кгс) и /=0,3. По оси абсцисс отложены отношения L/r, а по оси ординат -значения силы Q. Выбранную величину Q умножают на фактическое значение коэффициента запаса /( и на поправку P 10, где Р/ -действительная величина составляющей силы резания, Н (кгс). Нижняя разветвляющая часть кривой получается при закреплении в патроне недлинной детали, при этом выворачивающий момент от силы Рг небольшой. В случае небольшого вылета расчет производится по моменту трения детали в кулачках патрона: Зд/=КРг или Q = KPJ3f. При / = 0,45 найденное значение Q делят на 1,5, а при /=0,6 - на 2. При обрабатывании длинной, консольно закрепленной детали в четырехкулачковом патроне (рис. VI.16, б) сила зажима детали одним кулачком патрона определяется из условия равновесия моментов относительно оси О-0: откуда KP,L=4.0J\Qrf, Q = KP,LI2Mrf. Для определения силы Q на рис. VI. 16,6 дан график. Величину силы Q для четырехкулачкового патрона определяют по тем же данным, что и для трехкулачкового патрона. § VI.8. Цанговые патроны Цанговые патроны применяют для зажима калиброванных прутков разного профиля, обрабатываемых на токарных станках и автоматах, и для зажима деталей на револьверных станках. В цанговых патронах центрирование и зажим прутка или деталей цангой производятся осевой слой N на штоке механизированного привод© патрона. На рис. VI.17 показаны три вида цанговых патронов: с втягиваемой (а), выдвижной (б), неподвижной (е) цангами и разновидности их установочных отверстий (г) в соответствии с профилем прутков, зажимаемых в цанге (д). Для возможности зажима » цанговом патроне прутков разных диаметров и форм к нему прилагается комплект сменных цанг. При зажиме прутка или детали в цанговом патроне обеспечивается концентричность установки 0,02-0,05 мм. Базовую поверхность деталей или прутков, зажимаемых в цангах, обрабатывают 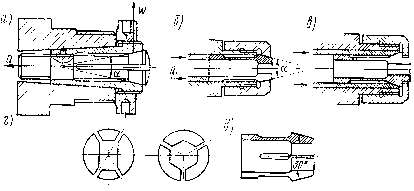 Рис. VI.17. Цанговые патроны с втягиваемой (а), выдвижной (б) и неподвижной (е) цангами; формы отверстий цанг (г) и цанга (д) ПО 2-3-му классам точности. В цанговых патронах требуемую осевую силу на штоке механизированного привода для сжатия лепестков цанги определяют в зависимости от необходимой силы зажима обрабатываемой детали. Осевая сила Q (рис. VI.18, а) на штоке механизированного привода для зажима втягиваемой цангой детали, при отсутствии внутри цанги упора для точной установки детали по длине о/ Сч ,ч Q=Hf cyM + V)tg(a/2+), U где WcyM -потребная суммарная сила зажима детали всеми лепестками цанги, равномерно действующая по базовой поверхности детали, Н (кгс); W - сила предварительного сжатия лепестков цанги ля уничтожения зазора между лепестками цанги и поверхностью зажимаемой детали, Н (кгс); а = 30-40 -угол при вершине конуса цанги, град; ф = 6-8 -угол трения между конической поверхностью цанги и сжимающей втулкой, град (tg9 = 0,I-0,I5). Суммарная сила зажима сум=(/с )Уж2 -2+Р: Каждый лепесток Цанги является консольно закрепленной де« талью, поэтому сила W = {ZEJf, 1)11. Здесь /<С=1,24-1,5 - коэффициент запаса; /=0,25ч-0,5 - коэффициент трения между цангой и обрабатываемой деталью (зависит от вида рабочих поверхностей лепестков цанги); Л1 -момент, передаваемый цангой, Н-м (кгс-см); г -радиус базовой зажатой части детали, мм; Р -сила, действующая вдоль оси детали при обработке, Н (кгс); £=2-105 (22ООО) - модуль упругости материала цанги, МПа (кгс/мм); / - момент инерции сектора тонкого кольца в месте задела лепестка цанги, мм"* (сечение А-А на рис. VI. 18, а); /[ - стрела прогиба лепестка цанги, равная половине диаметрального зазора А между цангой и базовой поверхностью де- 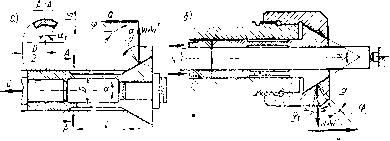 Рнс. VI. 18. Зажим детали во втягиваемой (а) и выдвижной (б) цангах тали,fl = А/2, мм; / - длина лепестка цанги от места ее задела до середины конуса цанги, мм; п - число лепестков цаиги. Момент инерции сектора тонкого кольца в месте задела лепестка J={D4l%){ai-\- sin ai cos aj - 2 sinai.ai), где D - наружный диаметр изгибающих лепестков цанги, мм; s - толщина изгибающегося лепестка цанги в сечении А-А, мм; ai - половина угла сектора лепестка цанги (сечение А-А), град. Подставим в формулу для W полученное значение момента инерции /, тогда tti -j- sin Qi cos Oj---i Подставив в эту формулу для W вместо Е его значение 2-10 МПа (22 000 кгс/мм) и вместо fi - его значение Д/2 и произведя преобразование, получим более простую формулу: для трехлепестковой цанги для четырехлепестковой цанги \Г = 2000Д£>35;/з Подставив в формулу для определения осевой силы найденные значения для силы Wcyti и W, получим формулу для трехлепестковой цанги: Q = (/С КЖ2/Г2 + +eOOOADs ) tg (а/2+ср). Осевая сила Q, действующая на штоке механизированного привода для зажима выдвижной цангой детали при наличии осевого упора для детали (рис. VI. 18, б), 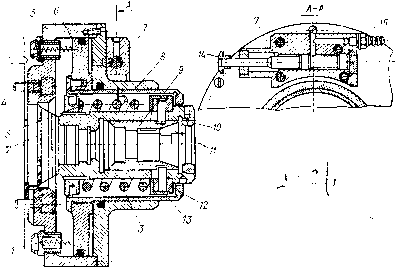 Рис. VI.19. Ца1!Говый патрои для зажима прутков Q = (VcyM+ [tg (a/2+f) + tgcpi]. Подставим в формулу вместо Wyyi и W их значения, тогда I/ -+/+ьиои ~; tg" Q=(-< При осевом упоре возникает трение между лепестками цанги и заживаемой поверхностью детали, поэтому вводится угол трения ф,; tgrpi = 0,2-4-0,3. Цанги изготовляют из углеродистых У10А и легированных 9ХС сталей, они проходят термическую обработку до твердости HRC 40-45 в хвостовой части. - На рис. VI.19 показан цанговый патрон для зажима прутков со встроенным пружинно-пневматическим приводом. Пруток зажимает цанга под воздействием пружины 3, а разжим цанги и рас- крепление прутка происходит под воздействием сжатого воздуха. Пневмоцилиндр 5 прикреплен винтами 4 к передней бабке револьверного станка. Внутри пневмоцилиндра перемещается поршень 6 закрепленный на пустотелом штоке 8. Цанговый патрон втулкой 2 навинчивается на передний резьбовой конец шпинделя станка. Для разжима цанги и освобождения прутка нажимают на кнопку 14 и тем самым перемещают золотник 7 вправо. Сжатый воздух из сети, пройдя штуцер 15, поступает в правую полость пневмоцилиндра 5, давит на поршень 6 и передвигает его влево. Вместе с поршнем движется шток 8, который буртом нажимает на кольцо 12 и, сжимая пружину, перемещает гильзу 9 пальцами 13. При этом лепестки цанги под действием сил упругости разжимаются и пруток освобождается. Во время зажима прутка лепестками цанги И кнопку 14 с золотником 7 перемещают влево, и сжатый воздух из правой полости пневмоцилиндра 5 выпускается в атмосферу. В этот момент поршень 5 со штоком, кольцом 12 с пальцами IS и втулка 9 под воздействием пружины 3 перемещаются вправо. Втулка 9, перемещаясь вправо по конической поверхности лепестков цанги И, прижимает ее к торцу гайки 10, а затем сжимает лепестки цанги, и пруток закрепляется. Четыре пружины 1 производят дополнительное перемещение поршня со штоком вправо для получения зазора между торцами штока 8 и кольца 12. Конструкция патрона обеспечивает постоянную силу зажима и надежность в эксплуатации. Осевая сила пружины при зажиме детали в патроне 14 700 И (1500 кгс). . Наряду с пневматическим применяют центробежные патроны с автоматическим закреплением обрабатываемых деталей. § VI.9. Мембранные патроны Мембранные патроны применяют для точного центрирования к зажима деталей, обрабатываемых на токарных и шлифовальных станках. В мембранных патронах обрабатываемые детали устанавливают по наружной или внутренней поверхности. Базовые поверхности деталей должны быть обработаны по 2-За-му классам точности. Мембранные патроны обеспечивают точность центрирования деталей 0,004-0,007 мм. Мембраны -это тонкие металлические диски с рожками ил» без рожков (кольцевые мембраны). В зависимости от воздействия на мембрану штока механизированного привода - тянущего или толкающего действия - мембранные патроны подразделяются на разжимные и зажимные. В разжимном мембранном рожковом патроне при установке кольцевой детали мембрана с рожками, штоком привода прогибается влево к шпинделю станка. При этом рожки мембраны с зажимающими винтами, установленными на концах рожков, сходятся к оси патрона, и обрабатываемое кольцо устанавливается центральным отверстием в патроне. При прекращении нажима на мембрану под действием упругих сил она выпрямляется, ее рожки с винтами расходятся от оси патрона и зажимают обрабатываемое кольцо по внутренней поверхности. В зажимном мембранном рожковом патроне при установке кольцевой детали по наружной поверхности мембрана штоком привода прогибается вправо от шпинделя станка. При этом рожки мембраны расходятся от оси патрона и обрабатываемая деталь разжимается. Затем устанавливается следующее кольцо, нажим на мембрану прекращается, она выпрямляется и рожками с винтами залшмает обрабатываемое кольцо. Зажимные мембранные рожко- 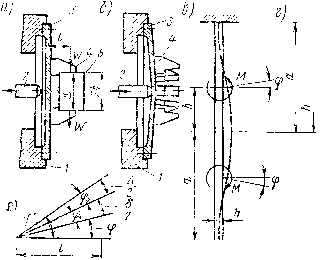 Рис. VI.20. Схема мембранпо-рожкового патрона вые патроны с механизи11)ованным приводом изготовляются по МН 5523-64 и МН 5524-64 и с ручным приводом по МН 5523-64. Мембранные патроны бывают рожковые и чашечные (кольцевые), их изготовляют из стали 65Г, ЗОХГС с закалкой до твердости HRC 40-50. Основные размеры рожковых и чашечных мембран нормализованы. На рис. VI.20, а, б показана конструктивная схема мембранно-рожкового патрона 1. На заднем конце шпинделя станка установлен пневмопривод патрона. При подаче сжатою воздуха в левую полость пневмоцилиндра поршень со штоком и тягой 2 перемещается вправо. При этом тяга 2, нажимая на рожковую мембрану 3, прогибает ее, кулачки (рожки) 4 расходятся, и деталь 5 разжимается (рис. VI.20, б). Во время подачи сжатого воздуха в правую полость пневмоцилиндра его поршень со штоком и тягой 2 перемещается влево и отходит от мембраны 3. Мембрана под действием внутренних упругих сил выпрямляется, кулачки 4 мембраны [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [ 25 ] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.0131 |