
|
|
|
Главная страница Проектирование станочных приспособлений [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [ 20 ] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] которые надеты намагничивающие катушки 7. В фасонные отверстия верхней плиты 6 впаяны вставки 5 из железа Армко, ширина которых равна ширине электромагнитов 2. Магнитные силовые линии, излучаемые полюсами вследствие наличия зоны припоя (изоляции), не рассеиваются в массе плиты, а проходят через обрабатываемую деталь. Обрабатываемую деталь 3 плоской базовой поверхностью устанавливают на верхнюю плиту 6. При залсиме детали на электромагнитной плите магнитные силовые линии, выходящие из электромагнитов 2, проходят через вставки 5, изолированные немагнитными прокладками 4, через обрабатываемую деталь и замыкаются в нижней части корпуса 1 плиты. Нормальное замыкание магнитных силовых линий происходит от электромагнита к электромагниту. На рнс. V.34, а тонкими сплошными замкнутыми линиями показано полное замыкание магнитного потока. При отсутствии тока в катушках прекращается и магнитное действие и обрабатываемая деталь освобождается от зажима. Катушки 7, установленные иа электромагнитах 2, соединены между собой так, чтобы магнитные потоки смежных катушек суммировались, при этом знаки полюсов катушек чередуются. Сила зажима обрабатываемой детали на электромагнитной плите зависит от удельного притяжения плиты, габаритных размеров детали и ее размещения на столе; она возрастает до определенной величины с увеличением толщины и площади поперечного сечения детали. С увеличением шероховатости базовой поверхности обрабатываемой детали сила зажима детали уменьшается. Для надежного закрепления обрабатываемая деталь на электромагнитной плите должна перекрыть два соседних участка, расположенных между двумя смежными вставками. Основные размеры и технические характеристики прямоугольных электромагнитных плит даны в ГОСТ 17519-72. Сердечники злект-ромагнитоБ и полюса крышки изготовляют из стали 10, а остальные детали плит - из стали 10 и15 или чугуна СЧ 12-28. Установлены три класса точности электромагнитных прямоугольных плит: повышенный - П, высокий - В и особо высокий - А. Плиты выполняются со встроенным размагничивающим устройством. Шероховатость рабочей поверхности электромагнитных плит должна быть для класса точности П, 0,25 соответственно для классов В и А. Удельная сила притяжения Ру эталонного образца на рабочей поверхности загруженной плиты должна быть 0,35 МПа (3,5 кгс/см2) для плит класса П; 0,25 и 0,16 МПа (2,5 и 1,6 кгс/см2) для классов В и А. Питание электромагнитных плит производится постоянным током, напряжениегл 24, 48, 110 и 220 В от моторгенераторов или селеновых выпрямителей. При проектировании электромагнитных плит (планшайб) исходными данными являются: форма, размеры обрабатываемой детали в плане, ее материал, сила резания, необходимая сила прижима, удерживающая деталь от сдвига. 124 Сила прижима, удерживающая деталь, зависит от силы резания [Н (кгс)]: Q=P,Jf где Ррез -сила резания, стремящаяся сдвинуть деталь, Н (кгс); /=0,1-0,5 - коэффициент трения между базовой плоскостью детали и плитой. В зависимости от формы и размеров обрабатываемой детали выбирают число пар полюсов 2р. Сила прижима, приходящаяся иа одну пару полюсов, Q,=Q:2p. Площадь поперечного сечения сердечника (см) F=(2bQ,-W)l В\ где В -магнитная индукция материала полюса, Тл. Общее сопротивление магнитопровода R=h!i:xFx) + hiF) Л-h >з/=з) + . • • -f InXV-nFn), где l\, k, ..., In - длина каждого участка магнитопровода, см; И2, •••, i-in - магнитная проницаемость материала каждого участка замкнутого магнитного потока; Fi, F2, ..., in -площади поперечных сечений участков магнитопровода, сш. Общий магнитный поток (с учетом 30% потерь) Ф== 0,757=. Число ампер-витков катушки определяется из выражения /и;=Ф/?/0,4я, где / - сила тока (силой тока задаются), А; да - количество витков катушки; R - сопротивление обмотки. Ом. Магнитный привод применяют в приспособлениях (плиты, столы) для горизонтально-фрезерных и плоскошлифовальных станков. На рис. V.34, б дана схема магнитной прямоугольной плиты с постоянными магнитами. Такая плита состоит из корпуса 10, верхней плиты 8, нижней плиты И, магнитного блока, упорных планок 9 и устройства для перемещения блока в корпусе. Магнитный блок состоит из ряда постоянных магнитов 4, чередующихся с рядом пластин 5, и диамагнитных прокладок 6, скрепленных двумя шпильками 7. Диамагнитные прокладки 6 изготовляют из латуни, а пластины 5 - из железа Армко, имеющего большую магнитную проницаемость. В фасонные пазы верхней плиты 8 впаяны вставки 1 из железа Армко, изолированные немагнитными прокладками 2. Перемещение магнитного блока в корпусе плиты (рис. V.34, б) производится при повороте рукоятки 17, закрепленной на эксцентриковом валике 16, который вращается в корпусе плиты. В выточку валика входит винт 15, удерживающий валик от осевого смещения. Конец 14 валика, расположенный эксцентрично относительно его ст ко ля ть по та дя нь н ; к а уст чтс это ПЛ1 р01 леь сеч об! де> плг ме> эле рол дет уго, А. ] СТВ( дол: С001 эта/ дол; 0,16 мап 48, ходь тал1 ма, ; оси, входит в отверстие серьги 13, связанной с магнитным блоком штифтом 12. Корпус, верхняя и нижняя плиты скреплены между собой винтами с потайными головками и образуют закрытую часть приспособления, в котором помещается магнитный блок. При установке обрабатываемой детали 3 на плите постоянные магниты блока располагают против участков верхней плиты между вставками / из железа Армко, чтобы диамагнитные прокладки блока совпали с диамагнитными прокладками верхней плиты. В этом случае магнитные силовые линии пройдут через верхнюю плиту, обрабатываемую деталь 3, вставки / в верхней плите, пластины" 5 из железа Армко блока и замкнутся через нижнюю плиту и. Тонкими замкнутыми линиями показан путь магнитного потока, который, проходя через обрабатываемую деталь 3, прижимает ее к плите. Для съема обрабатываемой детали магнитный блок сдвигается в корпусе плиты при помощи эксцентрикового механизма (см. рис. V. 34, б) вдоль плиты. Магнитный силовой поток, выходящий из постоянных магнитов, пройдет через верхнюю плиту и пластины блока 5, замкнется на нижней плите, минуя деталь 3, которая снимается с магнитной плиты. На приспособлениях с постоянными магнитами необходимо обеспечить определенное усилие закрепления обрабатываемой детали. Сила магнитного притяжения (сила зажима) при закреплении детали магнитным полем д=4,06-10(ф2/5), рде ф - магнитный поток, Вб; 5 - площадь зазора, м. Магнитный поток Ф, квадрату которого пропорциональна сила притяжения, зависит от магнитодвижущей силы F и магнитной проводимости Gm, поэтому Подставив в предыдущую формулу это значение магнитного потока, получим формулу для определения силы зажима детали, установленной в наладке, на магнитной плите: Q = 4,06-104(/=-2Om/5). Следовательно, для получения требуемой силы притяжения детали установленной в наладке на магнитной плите, необходимо, чтобы наладка имела вполне определенную магнитную проводи- Имеются четыре класса точности магнитных плит: Н -нормальный П -повышенный. В -высокий и А -особо высокий. Основные размеры прямоугольных магнитных плит даны в ГОСТ 16528-70- здесь же даны технические требования на плиты и допуски на неточность формы и расположения поверхностей магнитных прямоугольных плит четырех классов точности. Шероховатость рабочей поверхности плиты и обработанной поверхности Самозажимные поводковые патроны. Такие патроны изготовляют с двумя или тремя эксцентриковыми кулачками с насечкой, которые в начале обработки под действием сил резания зажимают обрабатываемую деталь, установленную в центрах станка, и передают ей крутящий момент от шпинделя станка. При увеличении крутящего момента резания автоматически увеличивается и крутящий момент от шпинделя, передаваемый кулачками патрона на деталь. Для удобной установки детали в центрах применяют поводковые патроны с автоматически раскрывающимися кулачками. Равномерный зажим детали всеми кулачками обеспечивается тем, что применяют плавающие кулачки или кулачки с независимым перемещением. Самозажимные поводковые патроны позволяют устанавливать кулачки на различный диаметр обрабатываемых деталей. Эти патроны при центровой обработке деталей на многорезцовых станках служат для передачи детали от шпинделя станка больших крутящих моментов. На рис. VI.2 дан поводковый патрон с двумя эксцентриковыми сменными кулачками Московского станкозавода им. Орджоникидзе. Фланец 8 патрона устанавливают коническим отверстием на шпиндель и крепят винтами к его фланцу. Корпус 10 патрона соединяется с фланцем 8 винтами 7, проходящими через распорные втулки 6; он имеет ведущие пальцы 9, на которых установлены кулачки 2. Для одновременного зажима детали двумя кулачками корпус 10 может перемещаться относительно фланца в направлении его пазов и пружиной 3 поворачиваться в начальное положение. В момент включения станка шпиндель с патроном начинает вращаться и кулачки 2 под действием центробежных сил от грузов 1, мгновенно поворачиваясь на пальцах, предварительно зажимают „ деталь, предупреждая ее провертывание в начале резания. Оконча- тельный зажим детали производится в начальный момент резания от составляющей силы резания Р. После обработки детали станок S мключается, шпиндель не вращается, кулачки 2 толкателями 5 Jд действием пружин поворачиваются на пальцах 9 в исходное положение и деталь разжимается. Меняя кулачки патрона, обеспечивают обработку деталей диаметром 30-150 мм. I Центробежную силу определяют через массу груза и угловую скорость вращения его центра тяжести [Н (кгс)]: или через массу и линейную скорость: Здесь m=G/g-масса груза, кг; G - вес вращающихся грузов, М (кгс); = 9,81-ускорение свободного падения, м/с; со-уг- I ловая скорость вращения груза относительно оси шпинделя рад/с; i*) = W30=0,l«; л -частота вращения шпинделя станка, об/мин; I-Л -расстояние от центра тяжести груза до оси вращения патрона. л ть! п та, Дя нь и : ка зл-ли су об ус1 чтс этс ПЛ1 р01 ле! сеч об1 де> эле рок дет уго А. СТВ( соо: 3Taj дол 0,16 маг ХОД! тал1 ма, 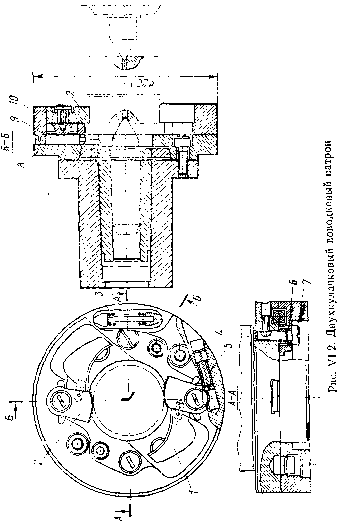 образца должны быть для плит класса точности Н и со- ответственно классов шероховатости 0,5 , V 0,15 V классов точности П, В и А. Конструкция наладки для установки обрабатываемой детали должна обеспечить выполнение определенных технологических требований и гарантировать закрепление наладки с деталью на магнитной плите с требуемой силой. Необходимо Отметить, что с увеличением высоты шероховатости на базовых поверхностях деталей, устанавливаемых на магнитных приспособлениях, сила прижима снижается, так как возникающий воздушный зазор создает большое сопротивление прохождению магнитного потока. В настоящее время применяют плиты с постоянными магнитами, магнитные свойства которых возбуждаются подачей в катушки сильных импульсов постоянного тока. Эти плиты не имеют движущихся узлов, а ток питания при работе отключен. Размагничивание получается за счет подачи в катушки убывающего до нуля переменного тока. Плиты с постоянными магнитами обеспечивают удерживающую силу до 1,5 МПа (15 кгс/см), такую же, как и электромагнитные приспособления. Постоянные магниты изготовляют из ферромагнитных материалов, обладающих высокой остаточной индукцией В и большой коэрцитивной силой Я. Лучшим материалом для постоянных магнитов является сталь с высоким содержанием углерода н специальных присадок вольфрама, кобальта, хрома. Магнитные свойства этих f талей постепенно уменьшаются, поэтому требуется повторное на-/«агничивание (примерно через два года). Постоянные магниты для плит изготовляют из специальных сплавов, верхнюю и нижнюю плиты - из отожженной стали 10, стальные пластины магнитного блока и вставки верхней плиты - из стали, диамагнитные прокладки блока -из меди и латуни, а диамагнитную заливку вставок верхней плиты - из баббита и красной меди. Преимущества приспособлений с магнитным приводом: вес и -высота магнитных плит меньше, чем электромагнитных, они безопасны в работе, так как не связаны с каким-либо источником тока; не расходуют электроэнергию; требуют меньшие затраты на ремонт и имеют большой период эксплуатации, т. е. весьма долговечны в работе. Недостатки электромагнитных и магнитных приводов приспособлений: получение меньшей силы зажима детали по сравнению с механизированными приводами; на них нельзя крепить детали из немагнитных материалов. Электромагнитные и магнитные плиты и патроны применяют для установки и закрепления деталей, обрабатываемых шлифованием, чистовым фрезерованием, точением. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [ 20 ] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.0112 |