
|
|
|
Главная страница Проектирование станочных приспособлений [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [ 30 ] [31] [32] [33] [34] [35] [36] [37] [38] [39] сменной наладке, направляют режущий инструмент. После обработки детали вращают рукоятку 4 в другую сторону, освобождают прихват 5, поднимают его вверх, снимают обработанную деталь и ставят следующую. Автоматизированные кондукторы. Автоматизированные кондукторы применяют для обработки отверстий в небольших деталях в крупносерийном и массовом производствах. Цикл работы такого кондуктора состоит из следующих движений: 1) подача обрабатываемой детали из автоматического загрузочного устройства в кондуктор; 2) автоматический зажим детали в кондукторе; 3) обработка отверстий в детали на станке; 4) автоматический разжим детали в кондукторе после обработки; 5) съем обработанной детали из кондуктора. На станке устанавливают автоматическое загрузочное присно--собление для последовательной подачи обрабатываемых деталей в кондуктор. Автоматизированный кондуктор имеет пневматический или пневмогидравлический привод для автоматизации зажима и разжима деталей, обрабатываемых в кондукторе. На рис. vn.9, а приведен пневматический автоматизированный скальчатый кондуктор. В кондукторе автоматизированы зажим и разжим обрабатываемых деталей с помощью распределительного крана автоматического управления (рис. Vn.9, б). Кондуктор состоит из корпуса со встроенным пневмоцилиндром, в котором перемещаются поршень И со штоком-рейкой 3. Шток-рейка вращает зубчатый валик 4, который в зависимости от направления вращения через зубчатые рейки направляющих скалок поднимает или опускает эти скалки с закрепленной на них кондукторной плитой 8. Рабочий устанавливает на призму 5 до упора 7 с гайкой 6 обрабатываемую деталь. Расстояние между торцом упора и осью кондукторной втулки регулируют в зависимости от длины между осью отверстия и торцом обрабатываемой детали. На валике 13 подачи шпинделя установлен диск 12, на котором закреплен копир 14. При вращении штурвала, сидящего на валике 13, шпиндель со сверлом перемещается к обрабатываемой детали. В это время диск 12 вместе с копиром 14 перемещает ролик 15 с золотником 18 распределительного крана вправо. Сжатый воздух поступает через штуцер 16 в корпус золотника и направляется золотником через штуцер 20 в полость А пневмоцилиндра. При этом поршень и со штоком-рейкой 3 перемещается влево и рейка поворачивает валик-колесо 4. Валик-колесо 4 находится в зацеплении с рейками, нарезанными на направляющих скалках 2, и при вращении перемещает скалки с кондукторной плитой 8 и втулкой 9 вниз. Кондукторная плита с сухарями /, опускаясь, резиновой прокладкой 10 зажимает деталь. Затем производится обработка отверстия в детали. После обработки отверстия в детали штурвал на валике 13 вращается в другом направлении, шпиндель со сверлом поднимаются. Диск 12 с копиром 14 также поворачиваются на ва- 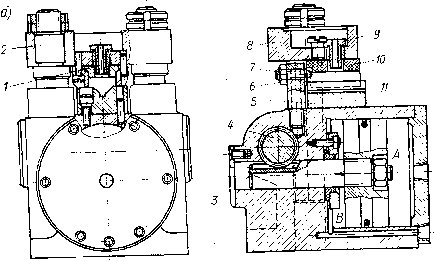 От сети 16 17 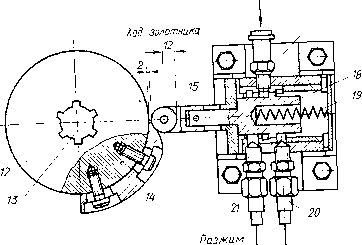 Рис. VI1.9. Скальчатый автоматизированный кондуктор: й -общий вид; б - пневматический кран автоматического управления лике ]3, и копир сходит с ролика 15, золотник 18 под действием пружины 19 возвращается в исходное положение. При этом сжатый воздух из сети через штуцер 21 поступает в левую полость В пневмоцилиндра кондуктора, поршень со штоком-рейкой перемещается вправо и, поворачивая валик-колесо 4, поднимает скалки 2 с кондукторной плитой 8, и деталь разжимается. Распределительный кран 17 крепится на станине станка. § VII.5. Многошпиндельные и револьверные сверлильные головки Многошпиндельные сверлильные головки применяют при одновременной обработке (сверлении, зенкеровании, развертывании, нарезании резьбы) нескольких отверстий в одной детали или для последовательной позиционной обработки отверстий в нескольких деталях одновременно на агрегатном или сверлильном станках. На каждую позицию круглого стола агрегатного станка закрепляют по приспособлению, в которых устанавливают и зажимают обрабатываемые детали. Каждая позиция круглого стола агрегатного станка при повороте стола проходит загрузочно-разгрузочную зону, в которой из приспособления обработанную деталь снимают и в него ставят следующую деталь. В это время производится соответствующая обработка отверстий в деталях. Многошпиндельные сверлильные головки подразделяются на специальные и универсальные. Специальные головки применяют при обработке отверстий в деталях одного типоразмера, поэтому расстояние между осями шпинделей в таких головках постоянно. Универсальные головки применяют для обработки отверстий в деталях, различных по форме.и размерам; расстояние между осями шпинделей в этих головках можно изменять в соответствии с расположением отверстий в обрабатываемых деталях. Многошпиндельные специальные головки применяют в крупносерийном и массовом производствах, а универсальные головки - в серийном производстве. Для обработки отверстий в деталях различными режущими инструментами в серийном производстве следует применять шестишпиндельные револьверные головки. Универсальные и специальные многошпиндельные головки могут иметь шестеренчатый или кривошипно-шатунный привод. Головки с шестеренчатым приводом. Такие головки состоят из следующих элементов: корпуса; центрального вала с ведущей шестерней; промежуточных валиков с паразитными шестернями; рабочих шпинделей с ведомыми шестернями и державками для закрепления режущих инструментов. Многошпиндельную сверлильную головку центрируют по буртику фланца гильзы шпинделя вертикально-сверлильного или агрегатного станка и закрепляют на фланце шпильками и гайками. Ведущий валик многошпнндельной головки соединяют со шпинделем станка, от которого он вращается. В зависимости от расстояний между осями обрабатываемых отверстий детали головки изготовляются с одно- или двухъярусным расположением паразитных зубчатых колес. Эти колеса передают вращение с ведущего на ведомые зубчатые колеса, установленные на рабочих шпинделях, и обеспечивают их вращение по часовой стрелке. При обработке отверстий с близко расположенными осями применяют головки с дву.хъярусным расположением паразитных шестерен, устанавливаемых на рабочих шпинделях. В одноярусных головках паразитные шестерни устанавливают на промежуточные валики, они находятся в одной плоскости с ведомыми шестернями 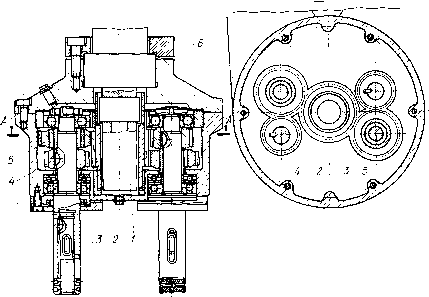 Рис. VI 1.10. Специальная сверлильная четырехшпиндельная головка рабочих шпинделей головки. Зубчатые колеса обычно устанавливают между опорами шпинделей. На рис. Vn.IO показана специальная сверлильная четырехшпиндельная головка для сверления четырех отверстий, расположенных в детали по окружности небольшого диаметра, поэтому выбирают головку с двухъярусным расположением шестерен. В головке установлены четыре паразитных зубчатых колеса 5 на четырех рабочих шпинделях 3 в два ряда: два в верхнем и два в нижнем. На центральном ведущем валу У сидит длинное ведущее зубчатое колесо 2, которое находится в зацеплении с четырьмя паразитными зубчатыми колесами 5, и вращает их. В свою очередь паразитные зубчатые колеса 5 через зубчатые колеса 4 передают вращение четырем рабочим шпинделям 3 сверлильной головки. Рабочие шпиндели установлены на шариковых подшипниках. Осевые силы воспринимаются радиально-упорными подшипниками. В рабочих шпинделях установлены оправки с конусными гнездами для закрепления режущего инструмента. Сверлильную головку центрируют и крепят на конце гильзы шпинделя станка двумя полукольцами 6. Связи многошпиндельных головок с кондукторной плитой и приспособлением. Многошпиндельная сверлильная головка, несущая режущие инструменты, при опускании должна быть связана с кондукторной плитой и приспособлением для установки обрабатываемой детали. Эта связь необходима для точного совпадения осей рабочих шпинделей головки с осями кондукторных втулок и отверстий в обрабатываемой детали. Кондукторную плиту можно изготовлять заодно с корпусом приспособления или отдельно от него, т. е. подвесной. На рис. VH.ll показана подвесная кондукторная плита 8, изготовленная отдельно от корпуса / приспособления (для упрощения чертежа показана обработка только одного отверстия). Многошпиндельная головка 7 связана с кондукторной плитой 8 двумя скалками 5. Скалки нижними концами жестко закреплены в кондукторной плите гайками 2, а верхними концами свободно перемещаются в отверстиях 6 втулок, запрессованных в корпусе 7 многошпиндельной головки. С корпусом 1 станочного приспособления многошпиндельная головка 7 и кондукторная плита 8 связана двумя направляющими пальцами 4, которые нижними концами жестко закреплены в корпусе приспособления. Пальцы 4 входят в направляющие втулки 3 подвесной плиты 8 и обеспечивают связь и правильное направление осей кондукторных втулок подвесной плиты относительно осей отверстий детали 9, установленной в приспособлении. Пружины на направляющих скалках 5 при соприкосновении кондукторной подвесной плиты 8 с обрабатываемой деталью начинают сжиматься и при дальнейшем опускании головки, прижимают плиту к детали, и деталь зажимается. В станочных приспособлениях с подвесными плитами удобно устанавливать и снимать обрабатываемые детали. Универсальные и револьверные многошпиндельные головки. В универсальных многошпиндельных головках положение рабочих шпинделей относительно оси головки можно изменять, поэтому одной головкой можно обрабатывать различное число отверстий, расположенных на разных диаметрах окружностей деталей. Имеется два типа универсальных сверлильных головок с приводом отзубчатых колес. К первому типу относятся головки колокольного типа, в которых держатели шпинделей и шарнирно-теле-скопические приводные валики могут перемещаться по окружности головки и сдвигаться или раздвигаться по радиусам относительно оси головки в зависимости от расположения обрабатываемых отверстий на деталях. Ко второму типу относятся головки с поворотно-передвижными кронштейнами, в которых размещены рабочие шпиндели головки. Конструкция головок второго типа более совершенна и поэтому применяется чаще. Для обработки отверстий в различных деталях на вертикально-сверлильных станках применя- 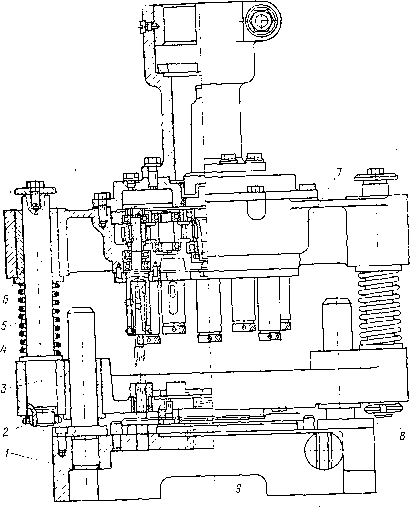 Рис. VII.и. Многошпиндельная сверлильная головка с подвесной кондук- торной плитой [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [ 30 ] [31] [32] [33] [34] [35] [36] [37] [38] [39] 0.0131 |