
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [ 43 ] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] Контроль качества паяных КС производится внешним осмотром. Основное внимание уделяется правильности подбора наконечника или гильзы: наконечник должен быть больше сечения жилы на один типоразмер. Наряду с этим обращается внимание на степень заполнения припоем зазора между наконечником и жилой, наличие Таблица 8-3 Остаточная толщина металла в месте опрессовки*
* Данные приведены по результатам исследования ВНИИИЭМ;- Трещин И следов перегрева, удаление остатков флюса после окончательной пайки. Соединение должно быть обтекаемым, не иметь шероховатостей. Контроль качества спрессованных КС производится внешним осмотром и измерением степени опрессовки. 132 При визуальном контроле выявляются следы кварцева-зелиновой пасты на жиле и наконечнике (гильзе), соответствие типоразмера наконечника сечению жилы, полнота ввода жилы в трубчатую часть наконечника, coocHoctb и симметричность лунок опрессовки. Проверяется толщина остатка металла в месте опрессовки (табл. 8-3). Остаточная толщина измеряется специальными клещами или штангенциркулем (рис. 8-2). 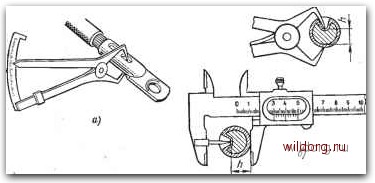 Рис. 8-2. Измерение остаточной толщины опрессовки. о - специальным инструментом; б - штангенциркулем с насадкой. Контроль качества болтовых КС производится осмотром и проверкой степени затяжки болтов с помощью специальных ключей. При осмотре проверяется соответствие числа и размера болтов, правильность подго- 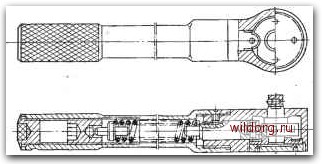 Рис. 8-3. Динамометрический ключ для определения усилия затяжки болтов.  товки и защиты контактных поверхностей в.зависимо--сти от характера окружающей среды. Контролируется усилие затяжки болтов и плотность прилегания контактных поверхностей друг к другу. Усилие затяжки болтов или гаек проверяется боковыми или торцевыми ключами с регулируемым крутящим моментом от 0,2 до 20 кН-см, изготовляемыми по ГОСТ 7068-54, или динамометрическим ключом типа ДК-25, изготавливаемым по ТУ 105-6-01-0081-74 заводом «Ри-гасельмаш» (рис. 8-3). Наряду со специальными ключами, для определения усилия затяжки используют обычные ключи с динамометром. Динамометр соединяется с рукояткой ключа, усилие затяжки при этом прилагается через динамометр, а по его показаниям определяют степень затяжки. Прижатие контактных поверхностей и качество подгонки контактных поверхностей проверяются при помощи щупа (0,02-0,03)X ХЮ мм: щуп не должен проходить между шинами на глубину более 5 мм (рис. 8-4). В процессе контроля плоских или круглых проводников со штыревыми выводами следует обращать внимание на условия эксплуатации, которые определяют условия выполнения КС. Например, в помещениях с относительной влажностью не менее 80% и при температуре не менее 20°С или химически активной* среде при номинальных токах штыревых выводов более 400 А, стальных выводов - более 250 А алюминиевые жилы должны быть оконцованы медно-алюминиевым наконечником. Плоские проводники должны соединяться через медно-алюминиевые переходные пластины. Соединения алюминиевых жил сечением до 10 ым с контактными выводами должны иметь шайбы-звездочки, а при работе в условиях вибрации - разрезные шайбы. Медные многопроволочные жилы должны предварительно облуживаться, а в отдельных случаях и опрес-совываться специальными наконечниками. Следует об- Рис. 8-4. Проверка плотности при.тегания шин при помощи щупа. / - щуп с лезвием толщиной 0,02 мм; 2 - шины. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [ 43 ] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0107 |