
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [ 33 ] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 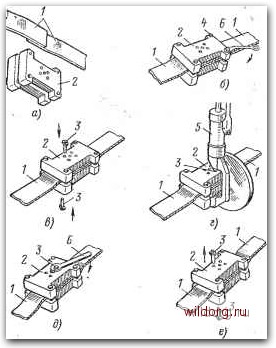  Рис. 7-3. Последовательность операций при соединении шин давлением. а - установка кондуктора на соединяемые шины: б - затяжка плит кондуктора: в - введение пуансонов; г - опрессовка; д - проворачивание пуансонов: е - извлечение пуансонов; яс -снятие кондуктора; 7 - шины; 2 -кондуктор; 3 -пуансоны; 4 -гайка; 5 - гидропресс; б - ключ гаечный. to r-л

Рис. 7-4. Варианты расположения сварных точек при армировании алюминиевых деталей медными накладками. 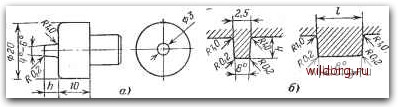 Рис. 7-5. Пуансоны для холодной сварки медных накладок с алюминиевой шиной. а - для предварительной прихватки; б - для основной сварки; h - высота выступа; / - длина выступа. Таблица 7-4 Высота выступа пуансона в зависимости от толщины щины и накладки
Рекомендуемые размеры пуансонов приведены на рис. 7-5. Накладки к алюминиевым шинам приваривают одновременно во всех точках за один ход пресса. 7-3. СПОСОБ ВЫПОЛНЕНИЯ КОНТАКТНЫХ СОЕДИНЕНИЙ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩЕЙ УДАРНОЙ ОСАДКОЙ Контактные соединения меди с алюминием встык или внахлестку, образуемые ручной электродуговой или газовой сваркой, несмотря на свои удовлетворительные электрические свойства, обладают значительной хрупкостью. Достаточно прочные и пластичные сварные соединения меди с алюминием можно получить при помощи стыковой контактной сварки способом непрерывного оплавления. Решающую роль в образовании соединения играет давление. Для сварки применяют переоборудованные машины типа МСМ-150 или МСМУ-150. Основными узлами машин является привод осадки, который обеспечивает скорость осадки 150 мм/с. Наличие осадки позволяет при соблюдении прочих режимов сварки выдавливать из зоны шва значительную часть хрупкой составляющей, образующейся при оплавлении. Таблица 7-5 Режимы контактной сзарки медно-алюминиевых пластин
* Установочная длина медных пластин 33 мм. ** Давление воздуха в системе осадки без упора. При сварке пластин размерами ЮХЮО и 10X120 мм напряжение сети должно составлять 380-415 В, для создания, которого применяют вольтодобавочный трансформатор, включаемый последовательно с обмоткой трансформатора сварочной машины. Режимы сварки пластин марки МА (медно-алюминиевых) приведены в табл. 7-5, [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [ 33 ] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0134 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||