
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [ 30 ] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 6-4. ПАЙКА МЕДНЫХ ПРОВОДНИКОВ Технология соединения и оконцевания медных жил пайкой одинакова. Пайка жил сечением 1,5-10 мм производится паяльником, а сечением 16-240 мм- пропан-бутановой горелкой или паяльной лампой; процесс пайки заключается в погружении в расплавленный припой или поливе места пайки расплавленным припоем. Соединение и ответвление жил сечением до 10 мм пайкой выполняется после подготовки их контактных концов. Жилы скручиваются, покрываются канифолью, место пайки подогревается паяльником с расплавлением припоя в месте пайки или путем погружения соединения в ванночку с припоем. После того как место соединения смочено припоем и им заполнены зазоры между спаиваемыми концами, подогрев соединения прекращается. Соединение и ответвление жил сечением 4-240 мм пайкой с применением контактной арматуры выполняется способом полива. Для этого припой в графитовых или стальных тиглях разогревают в электрической или газовой печи до температуры 550-600°С. Подготовленные к соединению или оконцеванию жилы предварительно облуживаются, а потом вставляются в гильзу или наконечник. Стык жил проводов располагается в середине гильзы; при оконцевании жила вставляется в наконечник таким образом, чтобы ее конец находился заподлицо с торцом трубчатой части наконечника; Во избежание вытекания припоя на жилу между концом гильзы (наконечника) и краем изоляции подматывают асбест. Соединение при пайке располагается горизонтально. Полив припоя продолжают до заполнения объема между жилой и наконечником, но не более 1,5 мин. По окончании пайки следует немедленно (пока не остыл припой) протереть гильзу тканью, смоченной паяльной мазью, сгоняя и разглаживая при этом подтеки припоя. Соединение проводников из разнородных металлов пайкой производится по той же технологии, что и соединение двух алюминиевых жил. При подготовке концов алюминиевых жил для пайки выполняется скос их концов под углом 55° либо ступенчатая разделка, после чего концы облуживаются. Пайка ведется непосредственным сплавлением в форме или поливом предвари- Гельно расплавленным припоем. Соединение и ответвление алюминиевых многопроволочных и однопроволочных жил может выполняться и в медных луженых гильзах. ГЛАВА СЕДЬМАЯ ВЫПОЛНЕНИЕ КОНТАКТНЫХ СОЕДИНЕНИЙ МЕХАНИЧЕСКИМИ СПОСОБАМИ 7-1. СТРУКТУРА КОНТАКТА, ОБРАЗУЕМОГО МЕХАНИЧЕСКИМ ПУТЕМ К контактным соединениям, образуемым механическими способами, относятся соединения, создаваемые сжатием соединяемых элементов. В зависимости от степени сжатия элементов соединения можно разделить на сварные - получаемые сжатием до глубокой пластической деформации и сжимные, получаемые сжатием контактных элементов болтами, винтами, пружинами, скруткой, опрессовкой и т. п. При соединении двух проводников за счет прижатия их поверхностей друг к другу для образования электрического контакта соприкасаются лишь наиболее высокие микронеровности, образуя небольшое количество точек соприкосновения (рис. 7-1). По мере увеличения нажатия соприкасающиеся выступы подвергаются сначала упругой, а затем пластической деформации, в результате чего в контакт вступают новые выступы. Одновременно пластическая деформация выступов сопровождается образованием наклепа. Этот процесс продолжается до тех пор, пока упругая реакция металла в местах сопрокосновения не будет равна сжимающей силе. В процессе сближения твердых шероховатых поверхностей увеличение площади поверхности контакта за счет вступления в соприкосновение новых выступов значительно превышает увеличение, обусловленное расширением образовавшихся ранее контактных пятен. Волнистость механически обрабатанной металлической поверхности приводит к тому, что контактные пятна располагаются лишь в некоторых областях этой поверхности. Каждое контактное пятно в общем случае состоит из различных комбинаций трех участков - с металлическим контактом, с квазиметал- лическим контактом, с неметаллическим контактом, покрытым толстыми (20 А) пленками потускнения. На поверхности раздела соединяемых элементов их кристаллические решетки соединяются или приближаются на расстояния, близкие межатомным. При глубокой пластической деформации зерна пограничных слоев соединяемых металлов измельчаются и вследствие неодинаковости процесса текучести этих металлов зерна перемешиваются. Сварной шов приоб- 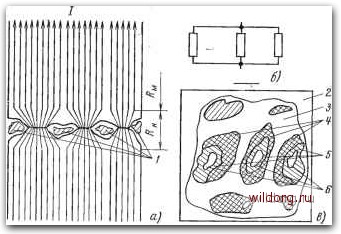 Рис. 7-1. Контактирование соединяемых деталей. о -структура контакта и схема стягивания линий тока к контактным точкам: б - элементарная схема электрического контакта; е - структура контактной поверхности: i~ защитная смазка: 2 -условная контактная поверхность; 3 - контурная контактная поверхность; 4 - область неметаллического контакта; 5-область квазиметаллического контакта; 6 - область металлического контакта; - сопротивление материала контактного элемента; -область контактного сопротивления. Г ретает расплывчатую и мелкодисперсную структуру. Металлическая связь при сварке давлением имеет межкристаллический характер. В тех случаях, когда давление недостаточно для смешивания зерен соединяемых металлов, их поверхностные атомы сближаются на расстояния, близкие размерам атомов. В таких случаях между атомами соединяемых металлов образуются связи Ван-дер-Ваальса. В результате пластической деформации в зоне контактирования образуется слой с искаженным кристаллическим строением и повышенным количеством дефектов [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [ 30 ] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0112 |