
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [ 29 ] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 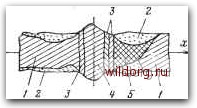 Рис. 6-1. Структура паяного соединения. / - соединяемые проводники; 2 - области коррозии; 5 - интерметаллические прослойки; 4 - припой; 5 - область диффузии. ДоЧмм ZD 30 . Рис. 6-2. Соединение и ответвление однопроволочны.х проводов пайкой.  Пайка имеет много общего со сваркой плавлением но между ними имеются и принципиальные различия Если при сварке основной и присадочный металлы на-ходятся в сварочной ванне в расплавленном состоянии то при пайке основной металл не плавится. Соединение пайкой в общем случае представляет собой комплекс металлургического и физико-химическц> процессов, протекающих на границе основного твердого металла с жидким металлом - припоем. В зависимости от физико-химических свойств основного материала и припоя, а также условий и режима пайки спай, образующийся между ними, имеет различное строение. Условием соединения основного металла с припоем, как известно, является адгезия. При смачивании чистой металлической поверхности припоем и последующем его затвердевании протекают следующие процессы. Если компоненты, входящие в состав припоя, не взаимодействуют с основным металлом до растворения в нем, то между припоем и этим металлом возникают межкристаллитные связи. Прочность сцепления затвердевшего припоя с основным металлом близка к прочности собственного припоя. Это определяется тем, что припой заполняет все неровности и микроуглубления, образующие развитую поверхность сцепления, значительно превышающую кажущуюся поверхность контакта. В том случае, когда при температуре пайки или при более низких температурах возможно растворение одного металла в другом, помимо межкристаллитных связей происходит диффузия атомов припоя в паяемый металл и наоборот. Взаимная диффузия припоя и паяемого ме- 6-3. ПАЙКА АЛЮМИНИЕВЫХ ПРОВОД)Н!ИКОВ таЛла чрезвычайно чувствительна к температуре. Поэтому развитие этого процесса зависит от температурь! пайки и продолжительности нагрева. При определенных температурах паяемый металл и компоненты при-доя образуют на границе соединения интерметалличе-ские прослойки. Структура контактного соединения, выполненного пайкой [18], представляет собой зо ly, состоящую из сло8 литого припоя, равного зазору между соединяемыми элементами и окруженного с обеих сторон продуктами взаимодействия припоя с основными металлами - прослойками интерметаллического типа различного состава- и областями взаимной диффузии (рис. 6,-1). Соединение и ответвление однопроволочных проходов сечением 2,5-10 мм пайкой выполняются после того, когда концы жил предварительно соединены двойной скруткой так, чтобы в месте касания жил образовался желобок (рис. 6-2). Место соединения нагревают пламенемпропан-бутановой горелки или бензиновой лампой до температуры начала плавления припоя. Затем с усилием натирают поверхности соединения палочкой припоя, введенной в пламя. В результате трения желобок очищается от загрязнений и облуживается по мере прогрева соединения. Таким образом запаивается все .соединение. f Соединение, оконцевание и ответвление изолированных алюминиевых многопроволочных проводов пайкой производят после ступенчатой разделки контактных участков алюминиевых жил и предварительного их облуживания. Концы жил вставляют в специальные формы, располагая их в середине и по центру трубчатой части таким образом, чтобы они касались друг дру-уГа. На жилы надевают защитные экраны для предохра->нения изоляции соединяемых жил от действия пламени. При больших сечениях жил дополнительно используют охладители. Виутрспиис поверхности форм предварительно окрашивают кокильной краской или натирают мелом. Места ввода жил в форму уплотняют листовым Или шнуровым асбестом для предотвращения вытекания припоя. Перед пайкой направленным пламенем нагревают среднюю часть формы, затем в пламя через литниковое отверстие вводят пруток припоя, который, расПла&ляясь, заполняет форму до верха литникового отверстия. Щ рис. 6-3 показано соединение, подготовленное к пайке. В Мосэнерго и Ленэнерго разработан и используется способ пайки поливом припоя. При этом способе подготовленные жилы со скосами под углом 55° укладывают в. форму, оставляя зазор между ними примерно 2 мм, остальные операции подготовки жил к соединению аналогичны выполняемым при соединении сплавлением. В тигле расплавляется и нагревается примерно до 600°С (во избежание быстрого охлаждения) 7-8 кг припоя. Между тиглем и местом заливки припоя устанавливают лоток для стекания припоя, который крепят к голым частям 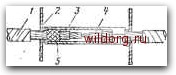 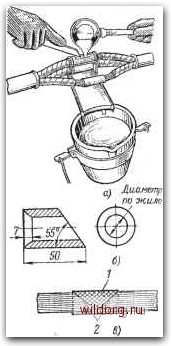 Рис. 6-3. Многопроволочные жилы с установленными на них формами, подготовленные к пайке. / - изоляция жилы; 2 - защитный экран; 3 - форма; 4 - жила, разделенная ступенчато; 5 - асбестовое уплотнение. Рис. 6-4. Соединение алюминиевых жил кабеля пайкой поливом расплавленного припоя. а - общий вид процесса пайки; б - шаблон для оформления концов жил; в - готовое соединение; 1 - прнпой; 2 - места пайки. жил. припой заливается в форму через литниковое отверстие до тех пор, пока не произойдет сплавление торцов жил и заполнение формы. Припой рекомендуется помешивать и счищать окисную пленку с торцов жил скребком. Длительность пайки не превышает 1-1,5 мин. Пайка поливом показана на рис. 6-4. 92 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [ 29 ] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0115 |