
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [ 27 ] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 3 г 1 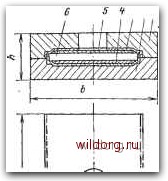 Соединение плоских алюминиевых шин. предварительно зачищенные до металлического блеска шины крепятся в захватах приспособления горизонтально. На участке соединения устанавливается металлический разборный кокиль, на который надевают термитную шашку. Литниковое отверстие шашки должно находиться со стороны сварки, т. е. сверху. Шашки патронов для сварки шин изготавливают из термитного состава, соотношение компонентов которого приведено в § 5-7. Термитные патроны маркируются в зависимости от размера соединяемых шин; их основные данные приведены в табл. 5-19. Сварка производится так же, как при соединении алюминиевых проводов встык, с присадкой через отверстие металла алюминиевых проволок. На рис. 5-31 показан общий вид термитного патрона для сварки шин. Рис. 5-31. Общий вид термитного патрона для сварки шин. 1 - верхняя половина шашки; 2 -нижняя половина шашки; 3 - крышка; 4 - поддон; 5 - вкладыш алюминиевый; 6 - шина. 5-10. СОЕДИНЕНИЕ ЗАЗЕМЛЯЮЩИХ СПУСКОВ И КОНТУРОВ ЗАЗЕМЛЕНИЯ Соединение стальных полос и стержней. В местах, где отсутствует электроэнергия для электродуговой сварки, с успехом может использоваться термитно-тигельиая сварка. Этим способом в принципе можно соединять стальные стержни и полосы любых сечений. В последнее время разработаны приспособления для сварки наиболее часто встречающихся стальных полос - шириной 25, 30 и 40 мм, толщиной 4-5 мм - и стержней диаметром 6- 16 мм. Термитно-тигельную сварку выполняют в тигель-формах из графитизированнс1о мелкозернистого угля марки МГ или МГ-1, предназначенного для анодов ртутных выпрямителей, различных экранов, нагревателей, углей 84 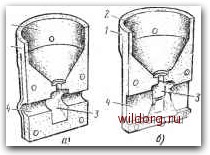 марок ЭГ-0, ЭГ-1, ЭГ-2,2 применяемых для электродов, дуговых печей.i формы при аккуратном использовании позволяют выполнять до 30-40 сварных соединений. В последнее время термитно-ти-гельную сварку стальных полос и стержней выполняют в разъемных песча-но-смоляных тигель-формах одноразового использования, изготавливаемых в ycjfoBHHx мастерских. Гигель-формы изготавливаются из смеси кварцевого песка с 6% термореактивной смолы - пульвабаке-лита. Общий вид элементов тигель-формы показан на рис. 5-32. Верхняя часть полости формы служит тигелем, в котором происходит термитная реакция с выделением .стали; нижняя часть представляет собой камеру, в которой происходит сварка - расплавление свариваемых полос или стержней и формирование сварного соединения. Очищенные от ржавчины или окалин полосы (стерж-,ни) закрепляют в струбцины приспособления (рис. 5-33) или отдельными струбцинами. При сварке встык между торцами соединяемых деталей необходимо оставлять зазор 1-2 мм. В том случае, когда производится сварка полосы со стержнем, одна половина формы должна под- Рис Б-32. Песчано-смоляные тигель-формы. а -для сварки стержней; б -для сварки полос; - корпус тигель-формы; 2 - плоскость для термитной смеси; 3 -сварочная полость; 4- полость для расположения свариваемых деталей. 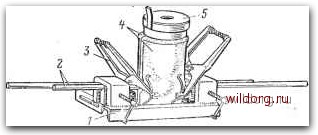 Рис. 5-33. Приспособление в собранном виде перед сваркой стальны.х Прутков. 1 - приспособление для сварки; 2 - свариваемые прутки; 3 - пружинные клг-"Ui для скрепления половинок тигель-формы; 4 - половинки тигель-формы; 5 - крышка тигель-формы. ходить для стержня, другая-для полосы. На место сварки устанавливают сначала одну, затем другую половины сварочной формы таким образом, чтобы они плотно совмещались и свариваемые проводники вошли Б предназначенные для их размещения полости. Отдельные половины тигель-формы закрепляются в пружинных клещах (рис. 5-33). Зазоры, образующиеся между полосой (стержнем) и песчано-смоляной формой в местах выхода полос, уплотняют асбестовым шнуром.
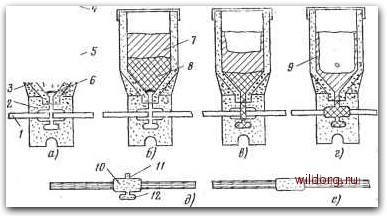 Рис. 5-34. Стадии термитно-тигельной сварки. а - воспламенение термитной смеси; б - гореиие термита и образование жидкой стали: 6 - подогрев и расплавление свариваемых концов стержней проливающимся металлом; г - формирование сварного соединения; д - готовое соединение после сварки; е - то же. но с удаленной прибылью; / - свариваемые стержни; 2 -форма: 3 - тигель; -« - термитная спичка; 5-термит; - стальной кружок: 7 - шлак; 8 -жидкая сталь; 9 -шлак иа стенках тигля; 10 - сварное соединение; - верхняя литниковая прибыль: 2 - низкияя литниковая прибыль. Литниковое отверстие в горловине тигель-формы закрывают стальным кружком, -а на раструб надевают металлическую насадку. Подготовку к сварке завершают засыпкой термитной смеси в тигель. При соединении стальных полос шириной 40 мм и толщиной 4-5 мм и стержней диаметром 16 мм как между собой, так и в различных сочетаниях друг с другом расход термитной смеси составляет 400 г, а для стальных полос шириной 25-30 мм и толщиной 4-5 мм при их соединении в различных сочетаниях - 350 г. После поджига термитной смеси крышку тигля закрывают. В процессе горения термитной смеси стальной 86 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [ 27 ] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0132 |
||||||||||||||||||||