
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [ 26 ] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] вЖимы располагаются не ближе 100 мм от сереДиНЫ Корпуса. Сварка проводов, приварка наконечников к спускам гибкой ошиновки ОРУ проводится на месте монтажа или на моитажно-заготовительных участках двумя способами: термитными патронами или в разъемных графитовых или чугунных формах с разогревом их пропан-кислородным пламенем. На рис. 5-26 показана разъемная графитовая тигель-форма, а на рис. 5-27 - сварное соединение ошиновки спуска гибкого провода. Сотрудниками треста Гидроэлектромонтаж [16] разработаны термитные патроны типа ПАСТ для приварки спусков гибкой ошиновки и подсоединения их к аппаратам ОРУ. Общий вид термитного патрона ПАСТ при- 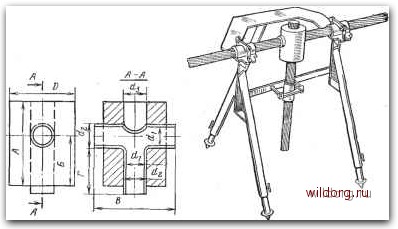 Рис. 5-28. Термитный патрон типа ПАСТ для приварки ответвлений (спусков). Рис. 5-29 Приспособление для закрепления свариваемых проводов. веден на рис. 5-28, а на рис. 5-29 показано приспособление для закрепления свариваемых проводов во время сварки. Основные данные термитных патронов для сварки ответвлений (спусков) с гибкой ошиновкой приведены в табл. 5-18. При использовании термитных патронов для сварки спусков качество сварных соединений выше, чем при пропан-кислородной сварке, поскольку отжиг проводов Меньше; снижается также трудоемкость и стоимость работ. Таблица 5-ig Размеры, мм, термитных патронов для приварки ответвлений гибкой ошиновки ОРУ
Подготовку проводов для сварки и проведение сварки осуществляют так же, как и при применении термитных патронов с отверстием для литника. На ВЛ и гибкой ошиновке ОРУ подстанций применяются алюминиевые или сталеалюминиевые провода; контактные выводы аппаратов (разъединителей, выключателей, трансформаторов, дросселей и т. д.) выполняются из меди. Непосредственное соединение медных проводников с алюминиевыми недопустимо из-за образующейся в месте переходного контакта электролитической коррозии, разрушающей контактное соединение. Для оконцевания алюминиевых и сталеалюминиевых проводов термитной сваркой используют переходные с меди на алюминий наконечники типа ТАМ или изготовленные из плакированных медью алюминиевых шин типа АПМ. Подготовка под сварку проводов, переходнйх с меди на алюминий наконечников и проведение самой сварки осуществляются так же, как при соединении проводов. Сварные соединения проводов с наконечниками из плакированных медью алюминиевых шин показаны на рис. 5-30. Сварку стальных проводов выполняют главным образом для проводов линий связи и сигнализации диаметром 2-5 мм при помощи термитных шашек типа ШТ, изготовляемых по ГОСТ 18493-79. Шашки маркируются по диаметру внутренних отверстий, соответствующих диаметрам свариваемых проводов. Сварку производят в ручных рычажных приспособлениях, в которых провода вместе с термитной шашкой 82 центрируются, удерживаются и после сгорания шашки вручную осаживаются (сдавливаются). Провода для предупреждения ржавления у места сварки покрывают горячим битумом № 3. Механическая прочность сварных стальных проводов в месте сварки на 5 - 20% ниже прочности целого про- ! -mi -ас-ISO - А7В Рис. 5-30. Образцы сварных соединений сталеалюминиевых проводов с алюминиевыми иаконечниками. плакированными медью. вода, что объясняется отжигом его при сварке, и составляет для сварного соединения провода диаметром 2 мм 30 кгс/мм (29,4-10 Па), а для проводов диаметром 2-5 мм -34 кгс/см2 (33,3-10 Па). Таблица 5-19 ft t Характеристики термитных патрэнов для сварки плоских алюминиевых шин
[0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [ 26 ] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0108 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||