
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [ 25 ] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 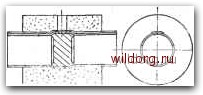 Рис. 5-24. Термитный патрон с радиальным отверстием. При сварке следят за тем, чтобы подача концов проводов происходила с обеих сторон. Если перемещение концов провода в зону сварки тормозится, следует помочь продвижению нажатием на рукоятки приспособления. Для улучшения качества сварки проводов в петлях угловых и анкерных опор ВЛ применяют патроны с радиальным отверстием (рис. 5-24). Оно служит для добавления присадки и перемешивания расплавленного металла, отвода газов, образовавшихся в процессе сварки, а\ также для сбора в нем шлаков и окисных пленок. Сварные соединения алюминиевых и сталеалюминиевых проводов имеют пониженную механическую прочность вследствие отжига металла провода, а также из-за того, что проволоки стального сердечника ие свариваются. Предельная нагрузка, предшествующая разрушению сварных соединений сталеалюминиевых проводов, должна составлять не менее следующих значений: Сечеше проводов, мм . . Мякгиманьная нагрузка, кН, ие менее ..... Срчение поовоаов, мм . . Максимачьпая нагрузка, кН, не менее...... 16 25 35 50~70 95 120 150 1.0 1,5 2,0 2,5 3,0 4,5 5,5 7,0 Ш5 240 300 400 500 600 8,0 11,0 13,0 18,0 18,0 20,0 Предельные нагрузки для сварки соединений алюминиевого провода должны быть не менее 50% нагрузки на сталеалюминиевый провод такого же сечения. Механическая прочность сварных соединений медных проводов составляет 60-75% прочности провода и уменьшается только за счет отжига металла провода вблизи места сварки [13]. Такая прочность сварного соединения достаточна для соединения проводов в петлях. Опыт эксплуатации сварных КС в энергосистемах показал, что при тщательном выполнении и контроле качества сварки сварные соединения на линиях электропередаче работают продолжительно и надежно [14]. Для соединения проводов в пролетах, где гарантированная механическая прочность соединения должна быть 78 jje менее 90% прочности соединяемых проводов, применяют сварку концов проводов и дополнительную установку скручиваемых или прессуемых соединителей. Соединения в пролетах алюминиевых и сталеалюминиевых проводов сечением до 240 мм выполняются- сваркой, а также с помощью скручиваемых или прессуемых овальных соединителей (рис. 5-25). Для соединения сталеалюминиевых проводов сечением 240 мм и более сварка концов проводов может сочетаться с последующим 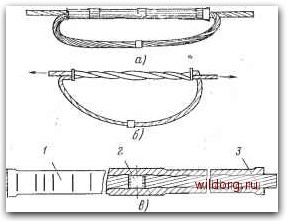 Рис. 5-25. Образцы термитной сварки проводов в пролета.х. й - закрепление проводов в овальных соединителях опрессовкой; б - закрепление проводов в овальных соединителях скруткой; о - закрепление проводов больших сечений в прессуемых алюминиевых корпусах; / - корпус соединителя; 2 - сварной стык; 3 - провод АСО-6С0. опрессоваыием алюминиевого соединительного зажима, соответствующего сечению соединяемых проводов [15]. После подготовки проводов для сварки, аналогичной описанной выше, на один из сращиваемых концов провода надвигают защищенный изнутри (под защитной смазкой) алюьиниевый корпус, смещают его от места сварки и производят сварку проводов встык в термитном патроне, соответствующем сечению провода. В патроне просверливается отверстие диаметром 10-14 мм для подачи присадки и перемешивания расплавленного алюминия в зоне - сварки (см. рис. 5-24). Для повышения механической прочности сварного стыка, а также для обеспечения "Возможности установки алюминиевого корпуса наплыв, образовавшийся в месте сварки, опрессовывается матри- цами соответствующего размера, применяемыми для оп-рессования стального се)дечника. На проводе по обе стороны от места сварки на расстоянии, равном половине длины корпуса алюминиевого соединителя, наносятся риски, провода очищаются от  Рис 5-26. Графитовая разборная тигель-форма для приварки ответвлений (спусков) от гибкой ошиновки ОРУ. окисной пленки металлической щеткой под слоем защитной смазки. Алюминиевый корпус передвигают так, чтобы сварное соединение оказалось посередине корпуса, и производят его опрессование в обе стороны от середины корпуса (с перекрытием на 5-6 мм); при этом первые  Рис. 5-27. Образец Т-образного сварного соединения спуска от гибкой ОШПИОБКИ. / - магистральный провод; 2 - ответвительный провод. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [ 25 ] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.01 |