
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [ 24 ] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] fiocTH представляет отрезание и торцовка сталеалюминиевых проводов из-за наличия в них стального сердечника. В Мосэнерго разработано специальное ручное приспособление для резки проводов (см. рис. 4-1). Провода . разрезаются победитовым диском, подача которого производится винтом с гайкой; провод при этом закрепляется в держателе с вкладышем, соответствующим сечению провода. Рукоятка с диском закрепляется на держателе специальным роликом. При резке рукоятка с диском вра- 1 щается вокруг держателя и одновременно гайкой производится подача диска к проводу. После разрезания алюминиевых проводников надрезаются и затем обламываются проволоки стального сердечника. Заводами Минэнерго для резки проводов изготовляются приспособления к прессу МИ-1Б, МИ-148 для резки медных проводов марок М-16-М-400, алюминиевых А-16 - А-600; сталеалюминиевых АС-10 - А-400, АСУ-150 -АСУ-600 и стальных сечением 29-102 мм, а также МИ-261Б для обрезки алюминиевых повивов диаметром 22,4-43,6 мм проводов марок АС-300 и АС-400, АСО-300 - АСО-1000. Изготавливаемые конструкции приспособлений для резки проводов отличаются конструктивными особенностями. Для создания необходимого усилия на ножах при резке проводов в одних используется червячная пара, а в других - винт с трещоткой. В ста.чеалюминиевых проводах сечением до 240 мм , при отсутствии приспособлений для резки алюминиевые проволоки разрезаются ножовкой; стальные проволоки надрезаются ножовкой, затем обламываются. Концы стальных проволок после перелома слегка забиваются молотком заподлицо с плоскостью среза. Отрезание проводов производится между двумя бандажами, наложенными на рассстоянии 15-20 мм друг от друга. Перед надеванием патрона заусенцы на концах провода удаляются напильником. Перед введением концов проводов в термитный патрон для ограничения их односторонней подачи в зону сварки на них накладываются бандажи. Расстояние от конца провода до места наложения бандажа должно быть на 2-3 мм больше половины длины кокиля патрона. Ширина бандажа (особенно при использовании сварочного пистолета) выбирается такой, чтобы он упирался в зажим провода. Такое расположение бандажа и его ширина позволяют обеспечить двухстороннюю подачу концов проводов в зону сварки. Если в сварочных приспособлениях имеются ограничители подачи проводов в зону сварки, то они устанавливаются на проводах на таком же расстоянии, как и бандажи. Свариваемые провода вместе с термитным патроном закрепляются в сварочных клещах или в приспособлении, при помощи которых происходит подача свариваемых проводов в зону сварки. Сварочное приспособление ПСП, разработанное в Мосэнерго, показано на рис. 5-22. Оно позволяет производить равномерную подачу концов проводов в зону расплавленного металла и имеет ограничители, предотвращающие одностороннюю подачу. Необходимо подчеркнуть, что односторонняя подача конца провода, имеющего образовавшуюся зону расплавленного металла, до соприкосновения с еще не расплавившимися проволоками другого конца провода резко снижает качество сварного соединения. Поэтому приспособления, которые не обеспечивают равномерную и двухстороннюю подачу проводов в зону сварки, не должны применяться без принятия мер по исключению односторонней подачи концов провода в зону сварки. Изготовляются сварочные приспособления двух типов - ПСП-2 для сварки проводов сечением до 240 мм и ПСП-3 для проводов сечением до 800 мм. Конструкторско-технологическое бюро треста Энерго-строймеханизация разработало и испытало сварочное 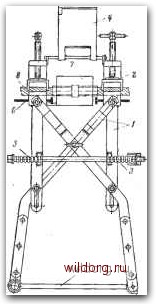 Рис. 5-22. Сварочное приспособление типа ПСП. / - рама; 2 -зажимное устройство; 3 -пружины; 4 - защитный кожух; 5 - крючок; € - ограничители подачи: 7 - термитный патрон: S - концы соединяемых проводов. приспособление (рис 6-23), обеспечивающее двухстороннюю подачу проводов в зону сварки при помощи специального винта. В сварочных приспособлениях пружины для подачи концов проводов в зону сварки фиксируются в сжатом положении, свариваемые концы проводов закрепляются вместе с термитным патроном в зажимах. После этого специальной термитной спичкой со стороны неплотной массы в месте, где наклеена этикетка, поджигается термитная шашка патрона и опускается защитный кожух. 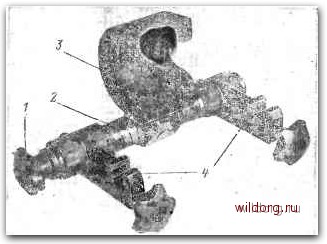 f Рис. 5-23. Сварочное приспособление с винтовой подачей концов свариваемых проводов в зону сварки. - рукоятка для перемещения двухходового винта; 2 - двухходовой винт, с правой и левой резьбой; 3 - кожух защитный; 4 - зажимы для проводов. При сгорании термитной шашки за 15-30 с и после- дующем остывании ее до темно-красного цвета происходит расплавление алюминиевого вкладыша и концов свариваемых проводов. После этого освобождаются пружины или при помощи винта подаются концы проводов в зону сварки. Охлажденную термитную шашку скалыва-. Ют, снимают клещами металлический кокиль, сварное соединение зачищают и покрывают лаком. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [ 24 ] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0102 |