
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [ 23 ] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] ную часть наконечника при этом закрепляют в охладителе. В последнее время нашли применение одножильные кабели марки АсВВ с жилами сечением 1000-1500 мм. Жила такого кабеля состоит из четырех изолированных друг от друга секций, которые при оконцевании соединяются в общем наконечнике. Соединение отдельных секций с наконечником производится термитно-муфельной сваркой с применением флюсов и с использованием патронов ПА-400 для .кабелей с сечением жил 1500 мм и ПА-240 для кабеля с сечением жил 1000 мм. Общий-вид оконцевания представлен на рис. 5-20. Соединение жил кабелей марки АсВВ производят поочередно по отдельным секциям. Сварку выполняют так же, как сварку жил малых сечений. 5-9. ТЕРМИТНАЯ СВАРКА НЕИЗОЛИРОВАННЫХ ПРОВОДОВ Термитная сварка проводов, если она выполнена с полным соблюдением установленной технологии, является наиболее простым и надежным способом соединения. При термитной сварке образуется цельнометаллическое соединение концов проводов, сечение металла в котором больше, чем у соединяемых проводов, а электрическое сопротивление меньше, чем участка целого провода равной длины. Термитную сварку проводов производят с помощью термитных патронов (рис. 5-21). Термитные патроны для сварки многопроволочных алюминиевых и сталеалюминиевых проводов изготовляются по ГОСТ 18492-79, а для медных и бронзовых проводов - по ТУ 84-496-74. Термитный патрон для сварки алюминиевых и сталеалюминиевых проводов состоит из следующих основных элементов: кокиля из листовой стали толщиной 0,5 - 1,25 мм для защиты верхнего повива провода от пережога и попадания в зону сварки вредных примесей, образующихся от сгорания термитной массы; вкладыша из алюминия для образования зоны сварки и заполнения пустот; термитной шашки, которая при сгорании выделяет необходимое количество тепла для расплавления вкладыша и концов свариваемых проводов в зоне сварки, 72 Термитный патрон для сварки медных проводов состоит из кокиля, изготовленного из листовой меди Ml толщиной 1,5-2 мм (ГОСТ 495-77) или из медных труб (ГОСТ 617-72), вкладыша из сплава меди с фосфором марки МФ-3 (ГОСТ 4515-75) и термитной шашки. В табл. 5-17 приведены основные данные термитных патронов, применяемых для сварки проводов. 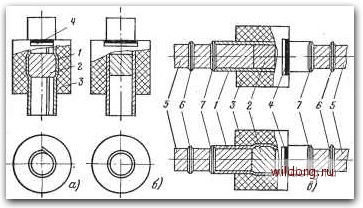 Рис. 5-21. Термитные патроны. [а - для алюминиевых и сталеалюминиевых проводов; б - для медных и бронзовых проводов; е - положение термитных патронов на проводах перед сваркой; 7-кокиль; 2 -вкладыш; 3 -термитный муфель (шашка); 4 -место этикетки; 5 - провод; 6 -ограничительный бандаж; 7 - асбестовое уплот-: нение. Правильная подготовка концов проводов под термитную сварку имеет большое значение для высококачественной сварки соединения. Концы должны быть тщательно очищены от загрязнений, обезжирены бензином от смазки и просушены. Удаление смазки с концов проводов и их сушка необходимы, так как при сгорании смазки или остатков бензина образуются газы, препятствующие заполнению места сварки расплавленным металлом и способствующие образованию раковин и каверн. Концы свариваемых проводов отторцовываются так, чтобы плоскость среза была ровной и строго перпендикулярной оси провода. Торцевание проводов сечением до 150 мм производят монтажными ножницами для резки проводов, а проводов сечением более 150 мм-при помощи ножовки или специального приспособления. Наибольшие труд- Термитные патроны для сварки проводов Марка свариваемых прсводсв A-I6, АС-16 А-25, АС-25 А-35, АС-35 А-50. АС-50 А-70, A-9S, АС-70 A-I20. АС-95 А-150, АС-120 А-185, АС-1Б0 АС-18Б, А-240 АС-240, А-300 АС-300, АСУ-300, АСО-300 АС-400, АСУ-400 АСО-500 АСО-600 М-16, А-25 М-35 М-БО М-70 М-95 М-120 М-150 Кокиль Диаметр внутренний, мм Длина, Толщина, мм Вкладыш Диаметр,
Высота, мм Термитная шашка Масса, г 10,0 11,5 13,5 16,0 19,0 22,0 23-0 26,0 28,0 31,0 35,0 40,0 41,0 46,0 6.8 8.0 9,5 11,2 13,0 14,5 16,3 20,5 20,5 20.5 23,0 23,0 24,0 24,0 31,0 37,0 37,0 47,0 49,0 49,0 52,5 17,5 22.5 25,0 25,0 25,0 27.5 32,5
.„,о„" Римечанин: 1 Патроны термитные для сварки неизолированных проводов могут быть тиме.чеш длч сварки жил кабелей и пшваоки. кабельных наконечников. Для этого следует высверлить вкладыш и просверлить боковое отверстие диачегром 6-16 U в зашсимссти от ЖпТ" проводников. Чере отверс ие водят перемешивание .„сплавле го ме{аллТ и добавкуеталла за счет рас™ сния aLoSe-БОЙ прОБОЛгьи, кот, рой ПРОИЗВОДЯТ шр меши ание расплавленного металла (см. [30, 31]). 2. Длг сварки проводов, изготовляемы по ОСТ 839-74 №5 2ОТ?ЯолЖ9П4ЖДчвТчп/7Т "" "Р « " номша.,ьнь™ сече, не , О 72. 95/141: 185/128, 205/27, 240/56. 300/204, 500/335. 550/7), 650/79, 7о0/86 и 750/93 специальных тер.митных патронов пока нет и они разрабатываются Воз-"ооЭЗ SOO/lf прряетет™™" патронов ссответстБуюших типов для новых проводов но.минальны.м сечение.м 120/27, 150/34, 18.у43, 400/S4. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [ 23 ] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0137 |