
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [ 22 ] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] iil 9 ¥ Z !J Б 8 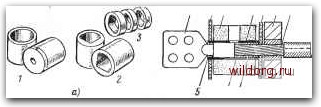 г 1 г) 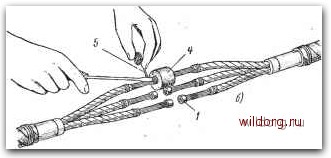  Рис. 5-17. Соединение и оконцевание жил кабеля сваркой встык. ° - колпачки, втулки и шайбы; б - подготовка жил к соединению; в - жила, подготовленная к сварке; г - соединение жилы со стержневым наконечником; - колпачки; 2 - втулки; 3 - шайбы; 4 - термитный муфель: 5-асбестовый ;Шнур; 6 - охладители; 7 - стойка охладителей; S - жила; 9 - защитные экра- 1 ны; 10 - наконечник. h 69 Типы применяемых наконечников в значительной степени влияют на способ термитной сварки и патроны, с помощью которых она осуществляется. При оконцевании алюминиевых жил проводов и кабелей сечением 16- 240 мм применяются алюминиевые и медно-алюминиевые наконечники типов ТА и ТАМ, а для их приварки к жилам - специальные термитные патроны марки АН,
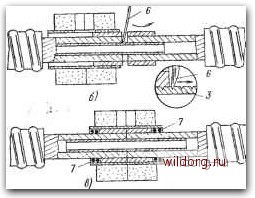 Рис. 5-18. Подготовка жилы маслонаполнениого кабеля к сварке. о - на жилу кабеля надет термитный патрон, в полость введена стальная труба; б - стальная трубка перемещается в полость присоединяемой жилы кабеля: в - соединяемые жилы кабеля подготовлены к сварке; 1 - жила кабеля; 2 - алюминиевая втулка; 3 -стальная трубка; 4-муфель; 5 -кокиль; 6 лезвие отвертки; 7 - асбестовое уплотнение; 8 - оболочка кабеля. отличающиеся от патронов марки ПА несколько большим внутренним диаметром кокилей и отсутствием алюминиевых колпачков. Оконцевание производится в горизонтальном положении. Термитный патрон надевается на цилиндрическую часть наконечника, затем наконечник с патроном устанавливается на жиле. Оголенный участок жилы закрепляется в охладителе, а контактная часть наконечника закрепляется в приспособлении, которое установлено на планке для крепления охладителей (рис. 70 5-19). Дальнейшие операции при оконцевании жил производятся так же, как и при их соединении. Оконцевание проводов с помощью наконечников ЛАЩ выполняется при помощи патронов марки ПАН, ана- 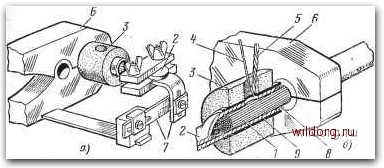 Рис. 5-19. Соединение трубчатого алюминиевого наконечника с жилой. t о -подготовка х сварке; 6 - процесс сварки; i - жила; 2 - наконечник; 3 - патрон; 4 - мешалка; 5 - присадочный пруток; 6 - охладитель; 7 - фикснрую-I; щее устройство; 8 - асбестовый шнур; 9 - кокиль. логичных патронам марки ПАТ, но поставляемых без алюминиевых колпачков. Технология приварки такого наконечника аналогична соединению проводов по торцам На верхнюю трубчатую часть наконеч- , ника надевают патрон, предваритель- ; но защитив изоляцию жилы и наконечник от теплового воздействия патрона. Сварку ведут в вертикальном положении. Так же выполняют оконцевание жил маслонаполненных кабелей; как и при соединении, для сохранения отверстия внутрь маслопровод-ного канала вводят стальную трубку. Приварку стержневых наконечников типа ЛАС выполняют аналогично ; сварке жил встык, но вместо второй • жилы в патрон марки ПА вводят стер-;>кень наконечника. Плоскую контакт- Рис. 5-20. Оконцевание термитной сваркой че-Тырехсекционной жилы сечением 1500 мм угловым наконечнрром.  [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [ 22 ] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0099 |
||||||||||||