
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [ 21 ] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] Соединение по торцам алюминиевых проводов суммарным сечением до 240 мм производится сплавлением концов жил в общий монолитный стержень с помощью патронов типа ПАТ (ТУ 84-442-74). Оголенные концы соединяемых жил собираются в общий пучок и стягиваются временным бандажом, накладываемым у места среза; пучку жил придается круглая форма, их торцы покрываются флюсом и помещаются в колпачок. Термитный патрон устанавливается таким образом, чтобы лижний торец кокиля был ниже торца колпачка на 7 мм. Зазор между жилой и кокилем уплотняют асбестовым шнуром, снимают временный проволочный бандаж и на жилу надевают охладитель. Охладители и изоляция защищаются асбестовым экраном от пламени термитного патрона. В процессе сварки в верхнюю часть кокиля сплавляется присадочный пруток, покрытый флюсом. Таблица 5-15 Термитные патроны для сварки изолированных шил проводов, кабелей и приварки кабельных наконечников
Примечания: I. Термитные патрсны ПА изготовляются jio ТУ 84-547-74-2. Колпач™ применяются для проводниксв сечением до 240 мм=, втулки-300 мм= и более. 3. Отелонение внутреннего диаметра кокиля не джноппевышать -1-0,4 мм от приведенных в таблице размеров. 4. Для сварки одножвлыштх проводов суммарным сечением 5-32 им" в скрутке по торцам, применяются термитные Патроны АТО. 5. Длг сварки жил кабелей, проводов и приварки кабел" ны чаконечников к прсводам и жилаи кабелеч могут быть прг]менены термитные nt.ipcnH длл сварки иеизслирсванньк проводов (см. табл. 5-17). 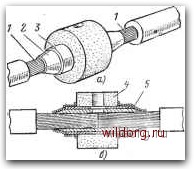 I Соединение изолированных проводов и жил кабелей встык выполняется с помощью термитных патронов гларкп ПА, основные характеристики которых приведены в табл. 5-1Ь. Кроме муфеля и кокиля, патроны снабжены алюминиевыми колпачками или втулками, назначение которых - защита от оплавления боковой поверхности и бандажиров-ка многопроволочных жил. Для сварки однопроволочных (сплощных) жил, имеющих секторное сечение, используются алюминиевые втулки с отверстиями секторной формы. До установки патронов на концы жил насаживают алюминиевые колпачки термитного патрона. Для этого секторным многопроволочным жилам придают круглую форму; на однопроволочные жилы вместо колпачков на- Рис. 5-16. Жилы кабелей 20 кВ, подготовленные к сварке, а - жилы, соединенные для сварки; б - поперечное сечение подготовленного к сварке соединения: I - жилы; 2 - алюминиевая гильза; 3- стальной кокиль; 4 - термитная шашка; 5 -асбестовый шнур. Таблица 5-16 Размеры, мм, алюминиевых гильз с г.эрмитным патроном марки ПА для сварки шил кабелзй 20 и 35 кВ
саживают втулки с секторными отверстиями. При сварке жил кабелей 20 и 35 кВ на жилы надевают специальные алюминиевые гильзы с термитным патроном (рис.5-16); размеры гильз приведены в табл. 5-16, где L - полная длина гильзы; Li-длина гильзы до скоса; cf -диаметр 6* 67 отверстия для литника; dj и 2 - наружный и внутренний диаметры гильзы. Термитный патрон устанавливается на жилах кабеля так, чтобы стык жил находился против центра литникового отверстия муфеля. Зазор между кокилем и жилой уплотняется асбестовым шнуром. Охладители, установленные на соединительной планке, накладываются на оголенные участки жил; между охладителями и термитным патроном устанавливаются асбестовые экраны. Жилы, не подлежащие сварке, защищаются от пламени асбестовым картоном. На рис. 5-17 показаны жилы кабелей и проводов, подготовленные к сварке. При сварке в литниковое отверстие вводится присадочный пруток, жидкий металл перемешивается, чтобы вывести из него шлак и газы. В практике выполнения КС возникает необходимость еоединения жил маслонаполненных кабелей, а также проводников с полыми жилами. Внутри жил кабелей ПО кВ типа МСАА проходит канал для подачи масла, пропитывающего бумажную изоляцию; алюминиевые жилы таких кабелей состоят из двух повивов фасонных проволок. Соединение таких жил сваркой должно обеспечить сохранение маслопроводного канала в зоне сварки, для" чего в канал жилы вводят тонкостенную стальную трубку в месте соединения жил кабелей (рис. 5-18). До сварки изоляция с жил кабелей удаляется на длине 80 мм, оголенные концы тщательно промываются бензином от остатков масла, смазываются флюсом и оконцовываются алюминиевыми втулками термитного патрона. На одну из соединяемых жил надевается термитный патрон, а в канал жилы вставляется стальная трубка, при этом конец второй жилы кабеля немного смещается в сторону. Затем оба свариваемых конца совмещают и стальную трубку отверткой передвигают из полости одной жилы в другую. Термитный патрон устанавливается так, чтобы литниковое отверстие находилось над стыком жил. Остальные операции аналогичны выполняемым при соединении термитной сваркой. Указанным способом соединяются и полые проводники с неизолированными жилами. Оконцевание алюминиевых проводов и жил кабелей производится для их присоединения к электрооборудованию при помощи наконечников. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [ 21 ] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0101 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||