
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [ 20 ] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] оплавляются и соединяются металлом, образующимся при сгорании термитной смеси. Для соединения стальных однопроволочных проводов линий связи применяют цилиндрические термитные шашки (ГОСТ 18493-79) со сквозным продольным отверстием. Отверстие соответствует диаметру свариваемых проводов. Термитные шашки прессуются из смеси, содержащей 25% пиротехнического магния марки МПФ и 75% железной окалины. В качестве связующего вещества используется нитролак марки НЦ-551 (ГОСТ 2699-69), который добавляется в количестве около 14% массы сухой смеси (сверх 1007о смеси). Для сварки алюминиевых жил термитно-тигельный способ непригоден. Использовать муфельную сварку в таком виде, как она применяется для сварки стали, когда осуществляется непосредствеиный контакт между муфельной шашкой и алюминиевым проводом, неприемлемо по ряду причин: при горении термитного муфеля алюминий вступает в реакцию, что приводит к выгоранию металла у поверхности свариваемых проводников; продукты реакции попадают в алюминий сварочной ванны и ухудшают характеристики соединения; провода на выходе из термитного муфеля оплавляются, что приводит к уменьшению их сечения, при сварке многопроволочных проводников отдельные проволочки жилы перегорают. Для сварки многопроволочных проводов разработаны 1Г термитные патроны, которые представляют собой термит-ную шашку с металлическим кокилем. При термитно-муфельной сварке (в отличие от термитно-тигельной) в результате сгорания термита не возникают продукты реакций в жидком виде. В процессе сгорания образуется пористая масса окиси магния, которая впитывает расплавленное железо, поэтому магниевый термит ие дает жидких, растекающихся шлаков. Рецептура термитной массы для изготовления термитных шашек к патронам типов ПА, ПАС и др. та же, что и при изготовлении термитных шашек для соединения стальных однопроволочных проводов. Сварку алюминия и его сплавов затрудняет пленка окиси алюминия, которой он быстро покрывается на воздухе. Поэтому удаление окислов и защита от дальнейшего окисления сварочной ванны имеют большое значение при сварке. Влияние окисной пленки уменьшают при по- мощи флюсов, которыми перед сваркой покрываются соединяемые проводники и присадочные прутки. Флюсы растворяют окись и переводят ее в легкоплавкий шлак, который всплывает на поверхность. При этом пленка жидкого шлака покрывает в процессе сварки поверхность расплавленного металла сварочной ванны, изолирует эту поверхность от воздуха и этим защищает от дальнейшего окисления. Однако остатки флюсов вызывают коррозию проводов, поэтому при выполнении КС следует по возможности избегать применения флюсов. Одним из лучших является флюс марки АФ-4А, в состав которого входят хлористый натрий -287о, хлористый калий -50%, хлористый литий - 14%, фтористый натрий -87о (по массе). Этот флюс можно применять только в тех случаях, когда сварное соединение полностью защищено от внешних воздействий. Значительно меньшую коррозию вызывает трехкомпонентный флюс ВАМИ (хлористый калий -50%, хлористый натрий - 30%, криолит марки К-1-20%). Однако и при его применении необходимо принимать меры для защиты соединений от коррозии. Остатки флюсов на КС после сварки следует удалять зачисткой или промывкой. При сварке алюминиевых проводов термитным патроном в его литниковое отверстие вводят присадочный пруток, который плавится для увеличения жидкого металла в кокиле. В качестве присадочных прутков используется прутковый алюминий или зачищенные проволоки свариваемых проводов. Присадочные прутки изготавливают свиванием предварительно обезжиренных и зачищенных нескольких проволок диаметром 2 мм. Необходимое количество проволок для изготовления присадочных прутков в зависимости от сечения свариваемых алюминиевых жил приведено ниже: Сечение свариваемых жил, мм=.......... До 50 70-240 300-400 500-800 Количество проволок в при- . садочном прутке, тт. . . 1 2 3 5 Термитную сварку выгодно отличают независимость от источников электроэнергии или газа, отсутствие потребности в сложном оборудовании, а также возмож;-ность выполнения соединений в линейных условиях монтажным, ремонтным и эксплуатационным персоналом. Далее рассматривается применение термитной сварки для выполнения КС проводников в электроустановках. 64 5-8. СОЕДИНЕНИЕ АЛЮМИНИЕВЫХ ИЗОЛИРОВАННЫХ ПРОВОДОВ ТЕРМИТНОЙ СВАРКОЙ Соединение проводов по торцам. Для сварки однопроволочных проводов применяются термитные патроны марки АТО, выбор которых производится в зависимости от суммарного сечения и количества свариваемых жил (табл. 5-14). Таблица 5-14 Выбор термитных патронов типа АТО для сварки однопроволочных проводов
Pf? Термитный патрон надевается на скрученные концы однопроволочных жил таким образом, чтобы их торцы располагались на одном уровне с верхним краем кокиля патрона (рис. 5-15); при неплотном прилегании патрона к проводам скрутка ослабляется плоскогубцами. Соединение проводов суммарным сечением до 26 мм производится без флюса. Расплавленный металл перемешивают стальной мешалкой, чтобы разрушить окисную пленку и перевести ее в шлак.  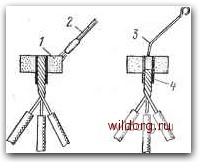 g) В) Рис. 5-15. Последовательность термитной сварки алюминиевых жил по торцам. ° - скрученные жилы; б - поджог термитного патрона; в - помешивание сварочной ванны; ; - патрон; 2 - спичкд; S - мешалка; 4 - кокиль. 5-321 §5 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [ 20 ] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0085 |