
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [ 18 ] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] ленио перемещают по всему торцу жилы, расплавляя последовательно все проволочки. В расплавленный металл дают присадку, погружая алюминиевый пруток в расплавленный металл под конец угольного электрода. Ток при сварке в зависимости от сечения свариваемых жил колеблется в пределах 150-450 А. Соединение по торцам многопроволочных алюминиевых жил суммарным сечением 35-240 мм2 в общий монолитный стержень и оконцевание жил сечением до 800 мм с применением специальных наконечников выполняют аналогично сплавлению концов жилы в монолитный стержень (рис. 5-11). Соединение встык жил, предварительно сплавленных в монолитный стержень, производится в открытой желобчатой форме. Техника сварки аналогична сплавлению жил в стержень (рис. 5-12). S-6. ГАЗОВАЯ СВАРКА КОНТАКТНЫХ СОЕДИНЕНИЙ При выполнении контактных соединений газовая свлрка используется для соединения шин и жил проводов. Нагрев и расплавление металла производится пламенем сварочной горелки. При газовой сварке применяется ацетилен, образующий при сгорании в кислороде пламя с наиболее высокой температурой и выделяющий наибольшее количество теплоты по сравнению с другими горючими газами. При сварке легкоплавких металлов могут применяться и дру-гке газы, например пропан-бутан, пары керосина или бензина и т. д. В зависимости от расположения горелки относительно сварочной ванны различают два способа газовой сварки - правый и левый. При правом - горелка перемещается слева направо, пламя направлено непосредственно на шов. Этим достигается болыпая концентрация теплоты и более интенсивное расплавление металла, чем при левом способе, когда горелка перемепхается справа налево и пламя направлено от шва. Правый способ применяется обычно при сварке металла большой толщины, а левый - малой во избежание сквозного проплавления листов. Большое влияние на интенсивность нагрева и расплавления металла оказывает угол наклона мундштука Горелки в процессе сварки. Величину угла выбирают в зависимости от толщины и теплофизических свойств свариваемого металла. Чем больше толщина металла и чем большей теплопроводностью и температурой плавления металл обладает, тем больший угол наклона горелки требуется устанавливать при сварке. Газовая сварка медных шин производится ацетилено-кислородным пламенем. В процессе сварки меди требуется подводить значительное количество тепла и принимать меры к уменьшению потерь тепла, поэтому применяется правый способ ведения сварки, при котором лучше используется тепло. С помощью газовой сварки выполняют практически все типы соединений, однако газовая сварка шин толщиной более 10-12 мм нерациональна из-за большого расхода газа. 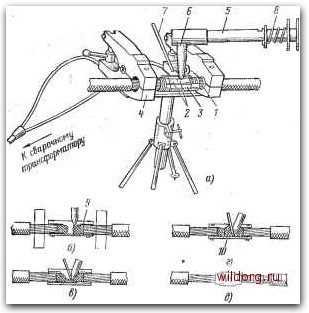 Рис. 5-12. Сварка сплавлением концов жил в открытой форме. а - положение жил, электрода и охладителей при сварке; б - начало сварки; е -присадка алюминиевого прутка в ваииочку; г -сплав заполнил полностью все пространство между жилами; д - готовое соединение жил: - концы жил, очищенные от изоляции; 2 - сплавленные концы жил; 3 -форм для сварки; 4 - охладитель; 5 - электрододержатель; 6 - угольный электрод; 7 - присадочный алюминиевый пзуток; 3 -пружина; S - асбестовое уплотнение; /О -сварочная ваина. Сварка медных шин и компенсаторов выполняется g нижнем положении с использованием приспособлений, которые применяются при электросварке. Сварка шин толщиной 3-4 мм производится левым способом, без дополнительного подогрева. Мундштук горелки при этом располагается под углом 45° к плоскости щин, а присадочный пруток - под углом 90° к оси мундштука. При сварке шип толщиной 6-12 мм свариваемые кромки предварительно разогреваются, сварка производится правым способом. Горелка при этом наклоняется в сторону движения под углом 60° к плоскости шин. Сварка шин толщиной 15-20 мм производится с двух сторон (двухсторонний скос кромок), причем каждый шов выполняется за один проход. После газовой сварки, так же как и после электросварки, необходима термическая обработка шва, т. е. отжиг или охлаждение водой. Газовая сварка алюминиевых шин может производиться ацетилено-кислородным, пропан-бутановьш, бен-зино-кислородным пламенем и позволяет выполнять все типы соединений алюминиевых шин и температурных (компенсаторов с шинами. Сварка обязательно выполняется в нижнем положении шва, на подкладках и с формовкой торцов швов; применяются приспособления, используемые при ручной электросварке. Шины до 5 мм свариваются за один проход без подогрева кромок. Горелка при этом располагается под углом 45° к плоскости шин с наклоном в сторону, противоположную направлению сварки, а присадочный пруток- с наклоном 45° в сторону по направлению сварки. Соединение шин толщиной до 10 мм включительно вы-)олняется без скоса кромок. Для соединения шин сечением до 60X6 мм включительно применяется левая сварка, шип толщиной от 8 мм и выше - правая сварка. Сварку шин толщиной более 12 мм ие удается получить за один проход, поэтому в зависимости от толщины накладываются два и больше слоев металла с про-плавлением каждый раз поверхности ранее наложенного слоя; при этом кромки подогреваются второй сварочной горелкой. Техника газовой сварки алюминиевых шин приведена на рис. 5-13. При сварке шин сечением 80X8 до 120Х 59 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [ 18 ] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.011 |