
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [ 17 ] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 5-5. СВАРКА ИЗОЛИРОВАННЫХ ПРОВОДОВ КОНТАКТНЫМ РАЗОГРЕВОМ Сварка алюминиевых и медных жил контактным ра-зогревом применяется для проводников сечением до 10 мм [11]. Соединение выполняют при помощи угольного электрода, закрепляемого в электрододержателе и подключенного к зажиму вторичной обмотки трансформатора мощностью не менее 0,5 кВ-А и напряжением во вторичной обмотке 9-12 В. Зачищенные и плотно скрученные жилы закрепляются в держателе, подключенном к другому зажиму. При сварке алюминиевой жилы с медной оголенную алюминиевую жилу плотно навивают (три-четыре витка) на медную жилу так, чтобы конец последней выступал на 3-4 мм из-под витков (рис. 5-9). Скрученные жилы перед сваркой на длине 5-6 мм покрывают тонким слоем флюса. При сварке алюминиевой жилы с медной 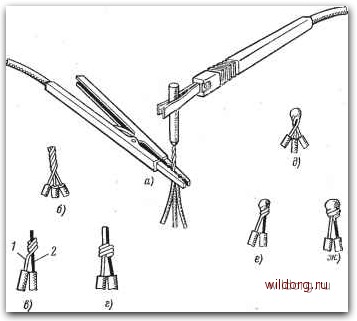 Рис. 5-9. Сварка жил угольным электродом. с -сварка; б - алюминиевые жилы, подготовленные к соединению; е, г - алюминиевая и медная жилы, подготовленные к соединению; д - сварное со-одинспне алюминиевых жил; е и а/с - сварное соединение алюминиевой жилы с медной; / -алюминиевая жила; 2 -медная жила. 5Лектрод прижимают к торцу выступающего Конца медной жилы. После расплавления выступающего конца медной жилы и одного-двух витков алюминиевой элек- трод отводится и сварка прекращается. В мастерских электромонтажных заготовок сварку алюминиевых жил сечением 2,5-4 мм выполняют без флюса с помощью аппарата ВКЗ-1 (рис. 5-10). Зачищенные и предварительно скрученные жилы зажимаются в губках держателя аппарата таким образом, чтобы их концы упирались в лунку графитового электрода. Нажатием на спусковой рычаг включается ток, графитовый электрод под действием пружины подается вперед по мере оплавления жил. Сварка выполняется автоматиче- S Б и В 1 Э IZ 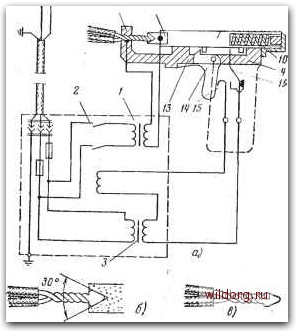 Рис. 5-10. Сварка алюминиевых жил аппаратом ВКЗ-1. и - схема питания аппарата ВКЗ-1 при сварке; б - положение жил и электрода при сварке; в - готовое соединение; / - трансформатор сварочный 220/10 В; 2 - реле включения МКУ-48; 3 - трансформатор управления 220/36 В; 4-сварочный пистолет; 5-губки зажима проводов; 6 - угольный электрод диаметром 10 мм; 7 - полый стержень подачи; 8 -передний бортик стержня; 9 - задний бортик стержня; Ю ~ пружина подачи; - передняя с-ойка с отверстием; /2 - задняя стойка с отверстием; /3 - основание: 14 - снусковон рычаг: -контакт включения; /6 -контакт отключения. cm й прекращается после оплйЁЛенйЯ ПрОЁоДое на за-данной длине. Соединение многопроволочных алюминиевых жил сваркой угольным электродом имеет две стадии: сплавление концов жил в монолитный стержень и последующая их сварка в открытых формах. На конец зачищенной жилы надевают разъемную цилиндрическую форму так, чтобы торец жилы был на одном уровне с верхним краем формы, половинки формы скрепляют бандажом, на оголенном участке жилы закрепляют охладитель; торец жилы покрывают флюсом. Для расплавления конца жилы электрод плотно прижимают к ее торцу до появления очага плавления и мед- 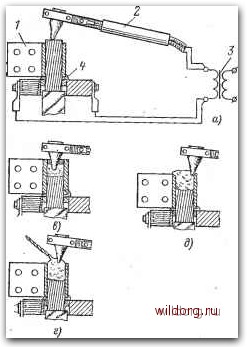   Рис. 5-11. Оконцевание алюминиевых жил больших сечений флажковыми наконечниками электросваркой контактным разогревом. а -схема электросварки; б - подготовка: установка наконечника, охладителя и смазка флюсом; е - расплавление жилы; г -присадка алюминиевого прутка; i9 - сплавление кромки наконечника (торцевая сварка); е -зачистка соединения щеткой; / - флажковый наконечник; 2 - электрододержатель; 3 - трансформатор; 4 - асбест. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [ 17 ] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0111 |
||||||||