
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [ 16 ] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] ных ионов. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей, образующих в ней .агтрические токи. Чем выще степень ионизации, тем выше электропроводность плазмы. Ускорения, сообщаемые заряженным частицам действием электрических и магнитных полей, передаются нейтральным частицам газа, и весь объем плазмы получает направленное движение, образуя струю, поток или факел горячего газа. Электрические поля, воздействуя на плазму, сообщают энергию заряженным частицам, а через эти частицы и всей плазме. В результате такой передачи энергии температура плазмы может достигать 20 000-30 000°С. Плазму получают различными способами. Самый простой и распространенный из них -нагрев газа в дуговом разряде. Основное отличие плазменной сварки от дуговой заключается в использовании энергии разряда. Если при дуговой сварке находят применение процессы, протекающие в приэлектродных областях, на поверхностях электродов, то при плазменной сварке используется энергия столба сварочной дуги. При дуговой сварке должно быть сохранено постоянство значения сварочного тока, при плазменной сварке - постоянство подводимой мощности. Режим плазменной сварки регулируется изменением тока и напряжения дуги, расхода и состава плазмооб-разующего газа, причем его расход в 5-6 раз меньше, чем при обычной аргонодуговой сварке. Плазменную сварку выполняют только в нижнем положении без дополнительного подогрева шин (рис. 5-8). J Для возбуждения плазменной дуги необходимо за-\ Таблица 5-10 Режимы плазменной сварки медных шин
Примечание. Расход защитного газа 5-Ш л/мин, расход охлаждающей воды-не менее 25 л/мш. жечь вспомогательную дугу, замыкая накоротко вольфрамовый электрод и внутреннее сопло; затем плазмотрон с зажженной вспомогательной дугой подносят к свариваемым шинам на расстояние около 10 мм, при этом возникает основная дуга, используемая для расплавления металла шин. Режимы плазменной сварки приведены в табл. 5-10. Сварка мед«ых шин с алюминиевыми производится в тех случаях, когда необходимо обеспечить стабильное КС в агрессивных средах. Непосредственная дуговая сварка меди с алюминием угольным или металлическим электродом приводит к образованию хрупкой составляющей СиАЬ шва, наличие которой вызывает разрушение шва от легкого удара или вибра- 7 ции. Некоторое время применялся так называемый «замковый» способ сварки меди с алюминием. Сварка 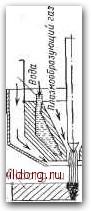 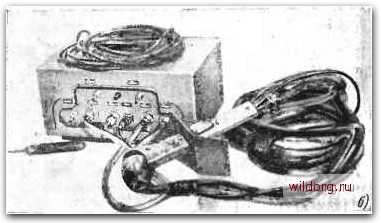 Рис. 5-8. Оборудование д.пя апазмснпой сварки. а - схема плазмотрона; б - плазМРон с блоком управления; 1 - балластное сопротивление; 2 - канал для охлаждающей воды; 5 - канал для плазмооб-разующего газа; 4 - вольфрамовый электрод; 5 - канал для защитного газа; 6 - плазмообразующее сопло; 7 - защитное сопло; 8 - шииа. производилась угольным электродом с алюминиевой присадкой. Однако гальваническая коррозия в «замке» при наличии остатков флюса и влаги приводила к постепенному разрушению соединения. Наиболее надежным и прогрессивным методом соединения, медных шин с алюминиевыми явился метод стыковой контактной сварки с ударной осадкой (табл. 5-11). Таблица 5-11 Режимы стыковой контактной сварки медно-алюминиевых пластин
* Устаиовошая длина медных пчастин 33 ым. Для сварки медных шин (пластин) с алюминиевыми применяются переоборудованные сварочные машины типов МСМ-150 и МСМУ-150 и т. п. Пластины укладываются на контактные колодки машины торцами друг против друга и закрепляются с помопгью специальных устройств. При торцевом сжатии ишп по последним пропускается ток, который размягчает или оплавляет соединяемые шины. Основными условиями получения высоко-Качественного медно-алюминиевого шва являются соблюдение режима сварки, увеличение скорости передачи осадочного давления после оплавления и выключение ™ка. в момент начала осадки. При быстрой осадке из Зоны шва выдавливается значительная часть образующе-•"ося хрупкого сплава. Способ контактной стыковой сварки с оплавлением используется в -заводских условиях. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [ 16 ] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0132 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||