
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [ 14 ] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] Для полуавтоматической сварки алюминиевых шин применяются полуавтоматы типов ПШП-Ю, ПРМ-2, ПРМ-4, ПДР-302 и др., составными элементами которых являются аппаратный ящик, катушки с электродной проволокой и пистолеты-горелки. Во всех сварочных автоматах подача проволоки автоматизирована. Перемещение пистолета-горелки производится вручную. Схема полуавтомата типа ПРМ-4 приведена на рис. 5-5. Свар- 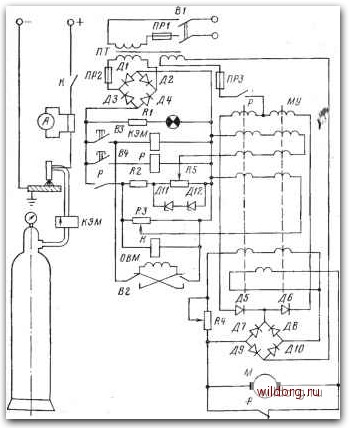 Рис. 5-5. Схема полуавтомата ПРМ-4 для полуавтоматической арго-. нодуговой сварки. Т - трансформатор; Д1~Д10 - полупроводниковые диоды; ДП, Д12 - ста-млитропы; М - электродвигатель подачи проволоки; ОВМ -обмотка возбуж-. кэм ле:ктроДЕИгателя подачи проволоки; МУ-магнитный усилитель; В/ fi9 """5 электромагнитный; Р~реле промежуточное; К -контактор; а4 J ~ Умблеры; ВЗ, В4 - микропереключатели; Ю, R2 - резисторы; RS, - подгоночные резисторы; Д5 - потенциометр; Яр/-ЯрЗ - предохранители. щик включением тумблера В1 подает напряжение, о чем свидетельствует сигнальная лампа. После нажатия пусковой кнопки на ручке пистолета контакты Bz замыкают цепь и включают электромагнитный клапан КЭМ; защитный газ, проходя по газовым коммуникациям, очищает их. Полное нажатие пусковой кнопки приводит к замыканию контактов В и включению промежуточного реле Р, которое в свою очередь включает контактор К сварочной цепи и цепь на обмотку усилителя МУ, подающего питание на электродвигатель привода подачи проволоки М. Скорость подачи проволоки регулируется потенциометром Rz. Режимы сварки приведены в табл. 5-3. 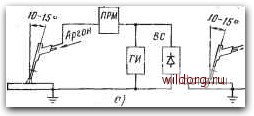 Рис. 5-6. Схема сварочного поста полуавтоматической импульсно- дуговой сварки. а, б - питание дуги соответственно от сварочного выпрямителя и от преобразователя; ИРМ - полуавтомат; ВС - сварочный выпрямитель; СГ - сварочный генератор; ГИ - генератор импульсов; Д1, Д2 - диоды. Разновидностью полуавтоматической сварки плавящимся электродом является импульсно-дуговая сварка, при которой питание дуги осуществляется от двух источников. Один источник питает дугу постоянным током обратной полярности непрерывно, а другой - импульсный генератор - создает в дуге кратковременные импульсы обратной полярности с заданной частотой их следования. Импульсный генератор включается параллельно основному источнику тока. Схема установки приведена на рис. 5-6, а режимы сварки - в табл. 5-4. При импульсной дуговой сварке резко уменьшается разбрызгивание металла, улучшается формировка шва, наложение импульсов способствует поддержанию жидкой ванны и предотвращает ее стекание при сварке вертикальных, горизонтальных и потолочных швов. Шины из алюминиевых сплавов АД31Т и АД31Т1 рекомендуется соединять только аргонодуговой сваркой Таблица 5-4 Режимы полуавтоматической импульсно-дуговой сварки алюминиевых шин
[0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [ 14 ] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0112 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||