
|
|
|
Главная страница Структура контактного соединения [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [ 13 ] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] йой njioCK&ctH) проходящей по оси шва под угЛом 80- 90° к плоскости шины. Присадочный пруток при этом располагается под углом 35-40° к плоскости шины и передвигается вслед за электродом по мере образования шва (рис. 5-3). Алюминиевые шины толщиной до 12 мм включительно сваривают на постоянном или переменном токе. Сварку алюминиевых шин толщиной более 12 мм выполняют на постоянном токе, так как сварка на переменном токе вследствие образования короткой и менее устойчивой дуги затруднена. Сварка тяжелой ошиновки выполняется на постоянном токе, этот способ сварки тяжелой ошиновки является основным. Таблица 5-1 Реж.1мы нижней сзарки встык алюминиевых шин угольным (графитовым) электродом между шинами при сварке, мм it. Сварочный jtok, А б 6 8 10 !2 29 35 50 во 70 Без зазора 20 22 28 32-35 12 12 15 15 18 20 20 24 25 30 35 35 120 120 120 120 130 150 150 200 200 250 250 250 5 5 Б 8 10 12 !2 18 20 23 25 25 150/150? 200/200, 200/250 250/300 300/350 350/400 400/450 800 900 1300-1700 1500-2000 1900-2100 15 15 18 20 20 20 25 30 40 60 60 65 2 2 3 3 3 4 4 4-5 6 6 10 10 12 12 12 12 14 20 25 25 25 3D 2 2 2 2 2 3 3 3 3 4 4-5 4-Б Примечание. В числителе-значение постоянного, в знаменателе-переменного сварочного тока. Рекомендуемый режим нижней сварки встык алюминиевых шин различной конфигурации угольным электродом приведен в табл. 5-1. Зазор между свариваемыми шинами отсутствует. Следует отметить, что нижняя сварка может также выполняться и металлическим электродом - алюминиевой проволокой марок А5, А6 или АКЗ. Вертикальную сварку соединений применяют при сварке пакетов тяжелых шин. Вертикальная сварка выполняется с помощью специального приспособления с формующей щторкой. Шины. толщиной 29, 35, 50, 60 и 70 мм сваривают соответственно при токе 900, 1000, 1100, 1200 и 1300 А. Сварка алюминиевых щин в среде защитных газов является прогрессивным способом выполнения контактных соединений. Преимущества этого способа состоят в относительной простоте процесса, высокой производительности и высоком качестве сварных контактных соединений; способ дает возможность производить сварку соединений в любых пространственных положениях как вручную, так и полуавтоматически; отпадает необходимость применения флюса, очистки швов от его остатков после выполнения соединения. Таблица 5-2 Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона
* При вертикальной и горизонтальной сварке технологический зазор ие оставляют, а разделывают кромки под углом 45"С. ** Приведено цгммарное время за три прохода. *** В числителе-величина для вергикальноЯ и горизонтально"! сварки, в знаменателе-для нижней сварки! Ручная аргонодуговая сварка неплавящимся электродом шин толщиной ОТ 3 до 12 мм выполняется па переменном токе, а шип толщиной от 1,5 до 3 мм -на постоянном токе. Сварка неплавящимся электродом выполняется установками типов УДАР-300, УДАР-500, УДГ-301, УДГ-500 и др., которые применяют главным образом в стационарных условиях. При сварке алюминиевых шин применяют электроды диаметром 3-6 мм, изготовляемые по ТУ 48-19-39-73, горелки типа РГА-150 с естественным охлаждением на сварочный ток 200 А и РГА-400 с водяным охлаждением на сварочный ток 500 А. 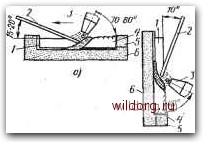 Все виды сварки производят на подкладках. При выполнении внешних швов вольфрамовый электрод из сопла должен выступать на 5 мм, при сварке внутренних швов- на 7 мм. Конец электрода б/ стачивается на конус для создания большей плотности тока. Длина дуги в процессе сварки составляет не более 4-6 мм. Схема взаимного расположения сварочной горелки и присадочного прутка при нижней и вертикальной сварке приведена на рис. 5-4, а рекомендуемые режимы сварки - в табл. 5-2. Полуавтоматическая аргонодуговая сварка ведется на постоянном токе обратной полярности. В качестве источника питания используются сварочные генераторы типа ПСГ-500 или ПСУ-500, сварочные преобразователи типа ПСО-500, а также сварочные трансформаторы типов СТЭ, СТН, ТС и др., включаемые совместно с выпрямительной приставкой. Таблица 5-3 Режимы полуавтоматической сварки шин в защитном газг Рис. 5-4. Аргонодуговая сварка шин неплавящимся электродом. а - нижняя; б - вертикальная; I - шина; 2 - присадочный пруток; 3 - горелка; 4 - сварочный шов; 5 -формующий брусок; 6 - подкладка. Толщина шнны, мм
Расход на !00 мм шва аргона, л .проволок, г Нижняя сварка
Вертитльная и горизояпгальная сварка [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [ 13 ] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] 0.0117 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||