
|
|
|
Главная страница Переменный ток [0] [1] [2] [3] [4] [ 5 ] [6] [7] [8] [9] [10] [11] 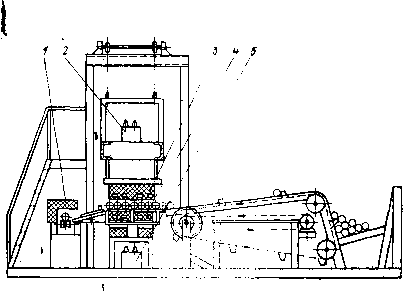 Рис. 18. Схема нагрева длинномерных заготовок в плоскостном индукторе: / - теплонэоляиня приемного рольганга; 5J- конденсаторы верхней индуктирующей спирали; 3-верхняя индуктирующая спираль; 4 - нижняя спираль; 5 - конденсаторы нижней спирали 10. Дискретное перемещение длинномерных прилегающих друг к другу круглых или прямоугольных прутков в направлении, .перпендикулярном оси прутков, с помощью балок, имеющих возвратное вертикальное и горизонтальное движение для подъема прутков с пода печи, поперечного перемещения их на шаг, равный диаметру прутка, укладку их на новом месте пода печи. Прутми загружаются в карман, где разрушается их связка. Из кармана прутки поднимаются цепным транспортером (рис. 18) на приемную рештку печи, с которой подхватываются шагающими балками. Индуктор в этом случае может быть выполнен или овальным (для ограниченного диапазона типов заготовок) с косоугольными витками - стержнями, или плоскостным (для всех типов заготовок). Овальные индукторы выполняются в виде зафутеро-ванных прямолинейных стержней из медных труб или алюминиевых неводоохлаждаемых шин (см. рис. 10), расположенных над прутками и под ними под определенным углом к плоскости, проходящей вертикально через ось прутва. Расстояние между стержнями соизмеримо с вертикальным окном овального индуктора, т. е. с длиной здектричеюкой перемыч1ки на концах стержней. Поэтому между стержнями легко размещаются вертикальные стойки шатающих балок. У плоскостных индукторо, представляющих собой расположенные в одной плоскости над прутками и в другой плоскости 34 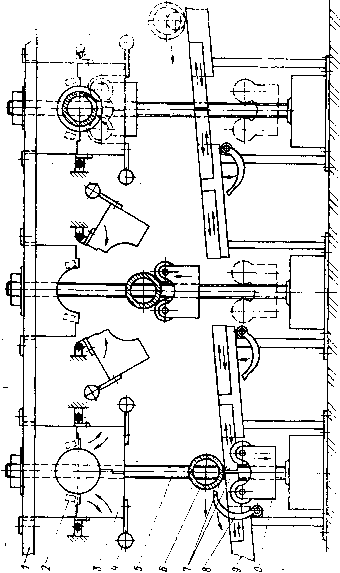 5 = " с U к в в а! 4, «Я Ч .. >= 2 ч 3 <o ее -si ii- I §.г Nee пф прутками ромбические спирали Архимеда из медной трубки, стойки шатающих балок размещены в окнах ромбов спиралей. Поскольку вер.х»ие спирали могут быть подняты или опущены, зазор между прутками (при любом поперечном размере) остается минимальным. Для достижения наибольшего КПД верхние и нижние спирали, имеющие самостоятельные конденсаторные батареи, включаются противофазно, чтобы рабочий магнитный поток был горизонтальным. 11. Вращение слитка или неподвижного вдоль оси цилиндра (сплошного или полого) под петлевы1ми примыкающими секционированными индукторами с подвижным подом течи (рис. 19). Каждая секция имеет са1МОСтоятельное включение, поэтому по длине слитка (цилиндра) можно обеспечить определенное распределение температуры (например, повышение температуры к торцам для уменьшения отходов при раскатке гильз на .иепре-рывном стане). Это позволяет также термостатировать нагреваемый объект при неготовности технологического агрегата принять его. Примыкающие индукторы имеют усиленную тепловую изоляцию, как и выкатной под этой садочной лечи, В процессе нагрева они стыкуются соответствующими замками (в том ч1ис-ле торцевыми), что обеспечивает застойную атмосферу при минимальных тепловых потерях. 12. Вращение относительно короткого слитка в охватывающей петле индуктора (рис. 20). Рассмотренные способы перемещения нагреваемых заготовок не могут охватить все возможные варианты, но главная задача - создать электромагнитную систему, отвечающую следующим тре6бва«ия1М. Механизировать процесс нагрева простым и надежным способом, ликвидировать ручную перегрузку огромных масс металла; уменьшить температуру вокруг печей; уменьшить излучение тепла нагретыми заготовками; уменьшить брак от некачественного нагрева, иоключ1ить попадание нагретого металла на промасленный (от агрегатов пластической деформапии) пол; оградить маршрут или поток нагретого металла от атмосферы цеха, например арочными сетками, на которые уложены теплоизоляционные матрасы (полотна), что позволит в отдельных процессах металлургического производства иметь существенную экономию вплоть до отмены подогревательных прчей. В настоящее время наиболее трудоемким считается наг- 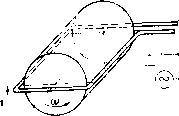 Рис. 20, Нагрев цилиндра в поперечном поле с изменением положения индуктора для дозировки нагрева торцевой поверхности 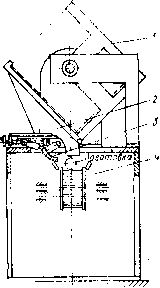 рев мерных заготовок в кузнечных, цехах. Известные бункерные загруз-Ч1ИКИ (наиболее работоспособным Я1вляется электродииавдический загрузчик (Германия), но он работает только с дозатором, также весьма громоздким) невозможно использовать не только из-за неприспособленной к механизации конструкции КИНов, ио и ограниченйости площадей в действующих цехах. Решением этой проблемы автор считает создание новых серий кузнечных индукционных нагревателей в едином комплексе со щелевидными ориентаторами без дозаторов, В соответствии с требованиями заказчика щелевой ориентатор может быть выполнен как с использованием цеховой тары («короба»), т которой заготовки поступают из заготовительного отделения к данному прессу (молоту), так и с ее немедленным высвобождением. В первом случае тара с заготовками устанавливается на качающуюся платформу (рис, 21), закрывается крышкой с фигурной регулируемой щелью для разных сечений круглых или квадратных заготовок, причем торцевое выпадание заготовок исключается изгибом щели. Реверсивным поворотом платформы заготовки засыпаются в орч-ентированном положении на загрузочный цепной (ленточный) транспортер нагревателя, расположенный под платформой. По мере-заполнения или высвобождения загрузочного транспортера привод поворота платформы включается или выключается п>-тевыМ датчиком. Угол поворота платформы выбирается так, чтобы неправильно ориентированиые заготовки в верхнем положении выпадали из щели снова в тару. При необходимости с наружной стороны щели в нее можно вводить толкатель, например, в верхнем положении щели. По мере высвобождения тары она заменяется татрой с заготовкам1И. Во втором случае в цилиндрический барабан объемом полторы тары, оборудованный запирающейся после его заполнения 777777 Рис. 21, Ориентатор мерных круглых и квадратных заготовок с применением цеховой тары: / - човоротная рама; 2 - крмтка с регулируемой фигуркой uie.iirto, hp пропускающей нсправи,11.ко copHeiii-i. 110ваин.„е заготовки; .7 - отсека ге,1к ненрази.»ьно сориентирсваиных и зак-.1инеиных заготовок в верх leM пою-нении щели; 4 - загрузочный Tj.aiii-портер индукчиинного иагреваткля А, С. 1330439 и а. с 1378991, 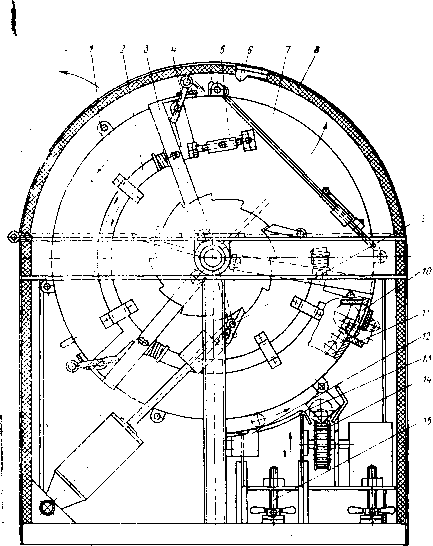 Рис. 22. .Многощелевой вращающийся ориентатор круглых и квадратных заготовок с одноразовым полным высвобождением цеховой тары: 1 - барабан с тремя продольными щелями; 2 - траверса регулировки размера трех шелей для разных сечений заготовок; 5-рыча>- продольной планки перекрытия щели; 4-рычаг освобождения заготовок, зажатых пружиной траверсы; 5-винт регулировки щели; 6-упрр верхний отжима заготовок, неправильно ориентированных в щели в нижнем ее положении; 7 -крышка бункера для засыпки заготовок: 5-откидиой звукоизолирующий кожух; Р - элемеят привода вращения бункера (может быть и алектропрнвод); 10 - щель разгрузочная ориентирующая; -толкатель заготчЯьк по желобу; /2-упоо нижний высвобождения ориентированных заготок; W-желоб разгрузочный; /4-загрузочный транспортер нагревателя; /5-домкрат регулировки зазора между бункером и желобом крьпикой И, например, -рремя щелями пoд утлом 120°, высыпают из тары всё заготовки (рис. 22). Щели барабана одним винтом настраивают на необходимый размер заготовок, устанавливают с помощью домкрата необходимую вьцсоту загрузочного конвейера (под барабаном) и включают вращение барабана. В верхнем и нижнем положении щель открывается в связи с наездом рычага на конусный упор. Рычаг противоположным концом отодвигает на 3-5 мм подпружиненный сектор, перекрывающий до определенной отрегулированной величины щель, поэтому горизонтально ориентированные в щели заготовки выпадают внизу на приемный лоток, с которого при дальнейшем вращении барабана радиальной рейкой они сбрасываются на загрузочный транспортер нагревателя. Наверху заготовки попадают внутрь барабана, так как внизу они были ориентированы под углом к щели и после прохождения рычага за нижний упор были зажаты сектором и вынесены до верхнего упора. Для уменьшения шума от перемещения заготовок внутри барабана весь ориентатор может быть окружен поролоновой обшивкой с верхней крышкой для загрузки заготовок в барабан. Так, используя минимальную площадь под загрузочные механизмы, можно ликвидировать ручной труд. 2.2. Выбор конденсаторов ~ Зная частоту тока и определив суммарную мощность конденсаторов по ({юрмуле (14), нетрудно по табл. 10 ндйти необходимое количество банок конденсаторов, если известно на- Таблица 10 Конденсаторы типа ЭСВК Стоимость I квар, руб. Мощность, квар ЭСВК0,5-2,4 ЭСВК-0,5-10 ЭСВК-,8-1 ЭСВК-0,8-0,5 ЭСВК-0,8-2,4 ЭСВК-0,8-4 ЭСВК-0,8-10 ЭСВК-1-0,5 ЭСВК-1-1 ЭСВК-1-2,4 ЭСВК-2-1 0,35 0,29 0,46 0,43 0,35 0,33 0,29 0,46 0,43 0,35 0,43 550 650 550 450 550 550 650 ,300 450 550 450 Примечания: I Расход волы на конаенсаЬры -500 и 1000 Гц - 2,5 л/мин; 2400 --4000 Гц-3 л/мин; 10 ООО Гц-3,5 лмин. 2. Допускается последовательное по воде включение трех конденсаторов. 3. Размер конденсаторов 380X120 X 46: мн, масса .5 кг. [0] [1] [2] [3] [4] [ 5 ] [6] [7] [8] [9] [10] [11] 0.012 |