
|
|
|
Главная страница Переменный ток [0] [1] [ 2 ] [3] [4] [5] [6] [7] [8] [9] [10] [11] ннлуктора применять обычную медь (Ml), при сварке стыков который резко изменяется структура металла, что- приводит к воэраста1НИЮ активного сопротивления току. Это не наблюдается при сВЗрке бескислородной меди (трубки по ГОСТ 15040-77 Кольчугкиского завода по обработке цветных металлов). При этом стоимость обычной и бескислородной медной трубки диаметром 10 mim 2300 и 2660 руб./т, диаметром 30 мм соответственно 1270 и 1540 руб./т. Переход на бескислородную медь для индукторов позволит не только обеспечить долговечность индукторов, сократить расход меди, электроэнергии и трудоемкость при изготовлении индукторов, но и сократить число остановок индукциониых печей и значительно сократить потери от некачественного или повторного нагрева металлов. В практике объемного индукционного нагрева проверена устойчивая работа индукторов длиной h = 700 мм, мощностью Рн = 1500 кВт, напряжением U „ = 1500 В и коэффициентом мощности 0,1 при частоте тока 2400 Гц. Среднее число витков в этих системах 24. Тогда активное сечение трубки индуктора составляет -0,7 24-hl -0.7 0.15 = 0.25 см и ток, протекающий по этому течению, составляет У„ = = /„/(с08ф„6„) = 1500-107(0,1-1500) = 10* А. Следовательно, плотность тока бср =/„/(oAi) = 10*/25 = А/мм. Обычно в литературе рекомендуется плотность тока не более 160 А/мм [7]. Однако на практике 1И31вестны примеры длительной работы индукторов при плотности тока более 1000 А/мм. HanpnMeip, индукторы для закалки внутренней поверхности гильз цилиндров имеют шириюну активной зоны токопровода 10 мм, А) = 1 мм, тогда при напряжении на индукторе 50 В. .коэффициенте трансформации 15, мощности 150 кВт и cos(p = 0,25 плотность тока 8ср =[(150-103-15)/(0,25-800)1/10-1 = 1125 А/мм, Примыкающие Z-образные индукторы фирмы «Эльфиак» для нагрева шеек коленчатых валов автомобилей, при вращении валов в процессе нагрева, имеют сечение 5x5 мм с толщиной стенки трубки 0,5 mim, т. е. активное сечение 2,5 мм. Лри coS(f> индуктора 0,25, напряжении на индукторе 30 В и активной мощности индуктора 100 кВт плотность тока составляет я - Р - 100" .;чоО А/мм2 но здесь процесс нагрева составляет несколько секунд с последующим 2-минутнымерерывом, Таким образом, предельные плотности токов в индукторах зависят от организации охлаждении токопровода, т. е. от надежности отвода тепла от нагреваемой части. Приближение охлаждающей воды с тур(улвнтным движением к токонесущему слою токопровода-основное условие обеапечения надежности работы индуктора. Поэтому практика вытачивания раз-личных ребер внутри токопровода для усиления теплоотвода не может быть оправдана. Толщина стенки трубки индуктора должна быть равной глубине проникновения, тогда и теплоотвод будет наиболее эффективным. Все большее распространение получают замкнутые системы водоснабжения с теплообменниками и дистиллированной водой. Эти системы являются неотъемлемой частью индукциоиных установок и в течение года окупают все затраты. В настоящее время создаются индукторы для объемного нагрева мощностью 2500 кВт на длине 700 мм. Среднее число витков- 19, напряжение 1600 В, со8ф„ = 0,12, тогда Р 2.00-103 ООО М 2 co&fy,U„(lti(W+\)-7), ~0,12-1600 (700/20-/).2,1 "~ " Эта плотность тока не представляет никаких опасностей, но основное внимание должно быть сосредоточено на мероприятиях по предотвращению расплавления нагреваемого тела, так как удельная мощность нагрева при его диаметре dz, например 10 см. здесь будет 2500-0,8-0,9л кВт/см2 Уп--, w. i - 3,14-10-70 л01/см . Таким образом, допустимой следует считать бср -1000 А/мм*. Что касается предельных плотностей токов и удельных мощностей с точки зрения нарушения оплошности поверхности (трещин)- при нагреве, например, высоколегированных сталей из-за больших скоростей подъема температуры, то они при объемном индукционном нагреве недостижимы даже при ро1.2 кВт/см. Эта величина не превышается даже в первых секциях индуктора при организации ускоренного нагрева. Образования трещин можно ожидать при удельных мощностях более 3 - 4 кВт/см, да и то при нагреве специальных сплавов. 1.5. Приближенный расчет примыкающих и овальных индукторов К примыкающим индукторам относятся петлевые индуктирующие токопроводы, не охватывающие оси нагреваемого тела. Они позволяют обеспечить отвод индуктора от детали (ил!И наоборот), нагреть локальную зону цилиндра, нагреть цилиндр с заданным раопределеыем температуры по длине прн его вращении, равномерно нагреть цилиндр переменного сечения. Л. с. 955526. со СО hIte греть детали сложной формы, нагреть широкую номенклатуру заготовок по поперечным размерам с минимальным зазором, осуществить концевой нагрев заготовок разных диаметров при их методическом движении в «аправлении, перпендикулярном оси, нагреть плоскую поверхность ленты и листов без перегрева боковых граней и т. д. Рассмотрим петлю индуктирующего провода, прилегающего к поверхности нагреваемого тела с зазором. Петля может иметь круглую, прямоугольную или овальную форму, а нагреваемая поверхность может быть плоской, полукруглой или полусфери-чеокой. Индуктированный ток повторит в нагреваемом теле форму петли с некоторой деформацией в сторону ее центра, что позволит для расчета такой системы принять следующие допущения: ширина токопровода индуктора принимается за длину индуктора 1и если его считать охватывающим с периметром П) по средней линии петли; ширина нагретой полосы принимается за длину нагреваемого тела h = 0,75/i и предполагается расположенной как бы внутри охватывающего индуктора с зазором , чем и предопределяется условный периметр нагреваемого тела Пг. Тогда эквивалентное индуктивное сопротивление системы, отнесенное к одному витку, можно принять равным х; = ш(х„(П,$) ,. (22) Далее расчет ведется, как при охватывающих индукторах без применения формул (9) и (12). В практике индукционного нагрева часто применялись овальные индукторы (с параллельным размещением заготовок) для концевого нагрева заготовок под высадку. Этот бесперспектиз-ный способ, при котором выгрузка нагретой заготовки и укладка вместо нее холодной производится вручную, должен быть заменен методическим концевым нагревом с примыкающими петлевыми индукторами. Однако бесспорное преимущество нагрева «пучком», позволяющим получить более высокий КПД, чем при нагреве одиночной заготовки в цилиндрическом индукторе, привело в 1970-х годах к созданию методических индукционных нагревателей с Двухрядным движением заготовок через секции овального индуктора. Это позволило увеличить не только электрический КПД индуктора за счет сокращения длины его токопровода, но и тепловой КПД за счет взаимного подогрева заготовок. Кроме того, длина индуктора при заданной производительности сокращена вдвое по сравнению с однорядным движением загбтовок. В н5втоящее время создается проходная индук- • А. с. 695492; а. с. 717810, 2 А. с. 815976, 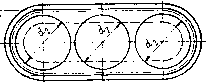 Рис. 9. Схема трехрядного продольного движения прутков через овальный индуктор цяояяая печь для нагрева заготовок (диаметром 80-140 мм) перед прошивным станом с трехрядным их движением через овальные индукторы. Общий КПД индукторов- до 85% в отличие от однорядных проходных печей, где общий КПД не более 70%. Снижение тепловых потерь обусловлено взаимным подогревом заготовок, уменьшением поверхности футеровки, принимающей излучение, сокращением длины горячей зоны печи. Сравним электрический КПД индукторов при однорядном (ОР) и трехрядном (TP) движении заготовок (рис. 9). Принимаем d2 = 10 см, dl = 20, Al = 0,215, Аг = 1,8 /j = /г = 50 см. Тогда гчоР, Р, = 2-10- 2.10- = 11.6.10-, rj(OP) = р, -5- = 130- 10-«-) й,г = 130-10-«0,82 = 37,2-10-«; Па[ОР) = r.i,op)/(r;(OP)+ Г2(0р)) = 37,2/(11,6-f 37,2) = 0,76; 2.io--;i + 2.10-e г;,тр) = 2-10-« = 10-« [11,6-f 8-10/(50-0,215)1 = ig-lO-O; ri(TP, = Зг2(ОР) = 3-37,2-10-«= 111,6. Ю-«; 1l9(TP) =Г2(ТР)/(ГмТР) + Г2(ТР)) = 1 И,6/(19 + 111,6) - 0,86. Если поместить десять заготовок в индуктор ri(io) = = 2-10-6 ц + 2 (la- DdM Д,) = 10~« 111.6 + (2-9-10)/(50 X Х0,215)] = 28,3-10-е Ом; ri(io) = Югз(ОР) = 372,0-IQ-e Ом;7)9,10)= = 372,0/(372,0 + 28,3) = 372,0/400 = 0,93. Но обеспечить движение заготовок в десяти рядах сложно, а прирост КПД незначительный, так что три ряда - оптимальное количествб. Загрузка одного ряда заготовок производится правым манипулятором, другого ряда - левым манипулятором, а средний ряд загружается шо оси лечи. Нетрудно было заметить, для расчета овальных; индукторов с неоколькими рядами заготовок используется .приведенная выше методика расчета с разницей в том, что актив- 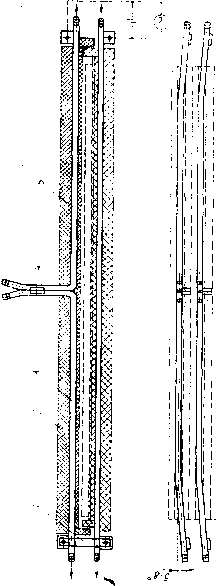 li 1 <a a. 5! i § i ea X « о 3 Ч с я £3 О ное Tj и индуктивные {x,, и сопротивления определяются для одной заготовки, а при подсчете эквивалентных сопротивлений эти значения умножаются на число заготовок. При ука--занном способе нагрева «пучком» расширяются пределы исполь-.нуемой частоты тока, т. е. нагрев .можно осуществлять при более низких частотах, естественно, за счет соответствующего умень-11]ения КПД и определенного сокращения минимального вре-viCHH нагрева ti„ с заданным перепадом AT", Напрев длинномерных (/г > Юг) заготовок в овальном ии-рукторе при поперечном их движении (в радиальном направлении) не применялся из-за перегрева концов, так как весь ток, индуктированный на верхней цилиндрической части (в ол-ном направлении) и на нижней цилиндрической части (в другом направлении), замыкается по торцу, если частота тока выбрана оптимальной (A2<0,15d2) или выше оптимальной. Снижение частоты тока приводит к снижению КПД, поэтому для ослабления тока, проходящего, через торец, верхний и нижний стержни овального индуктора следует располагать один под другим и под некоторым углом (5-8°) по отношению к оси заготовок (рис. 10), Расчет такил индукторов следует выполнять по приведенной выше методике для индукторов прямоугольного сечения с коэффициентами G и Q. Транспортировку заготовок с поперечным движением в овальных индукторах можно производить только шагающи.мл балками {рис. 11), которые соприкасаются с ними только в момент подъема и перемещения через карборундовые (или другие жаропрочные н механически прочные материалы) пластины, электрически отделяющие заготовки от немагнитных стальны.х балок. В промежутках между дискретным перемещением за- 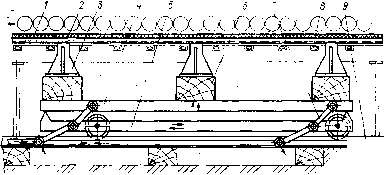 Рис. 11. Шагающие балки индукционной стержневой печи: /-балка-желоб; 2 - вкладыши г1рборундо8ые; 3 - стойка из листа немагнитной стали водоохлаждаемая; -подъемная рама; 5-горизонтально-подвижная рама; б-брус дубовый поперечный-опора для стоек других балок-желобов; 7-рычаг подъемный и продольного перемещения (приво! не показан): * -нижний индуктирующий стержень; 9-рельс [0] [1] [ 2 ] [3] [4] [5] [6] [7] [8] [9] [10] [11] 0.0131 |