
|
|
|
Главная страница Механотроны [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [ 29 ] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] Бительным (или укупорочным) элементом осуществляется теми же упругими калибрами, что и контроль предельных размеров, только в данном случае шкала выходного прибора отсчетно-измерительной системы градуируется в единицах силы. 5.2. ПРИМЕНЕНИЕ МЕХАНОТРОНОВ ДЛЯ КОНТРОЛЯ МЕХАНИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ И В АВТОМАТИЧЕСКИХ РЕГУЛЯТОРАХ ВАКУУМА На базе механотронных датчиков разработан ряд контрольно-сортировочных автоматов для контроля линейных размеров изделий электронной техники (ИЭТ) [65]. Автомат типа АК-1 [65] предназначен для контроля деталей ИЭТ в виде тел вращения сложной формы. Автомат имеет до семи измерительных позиций с механотронными датчиками и обеспечивает контроль и сортировку деталей в следующем диапазоне размеров: Длина, мм ..... . .2.5-30 Наружный диаметр, мм . . il.5-8 Внутренний диаметр, мм . . 1,4-6 При этом одна из измерительных позиций осуществляет контроль длины детали, вторая - внутреннего диаметра полости детали, а остальные позиции служат для измерения внешнего диаметра детали в различных ее сечениях. По длине контролируемые детали сортируются на две группы: годные и брак, а по диаметрам: от двух до шести групп (две группы - брак и до четырех групп - годные). Автомат обеспечивает точность измерения наружных н внутренних диаметров деталей ±3,5 мкм. Небольшие значения измерительных усилий (около 0,3 Н) механотронных датчиков позволяют контролировать на автомате тонкостенные детали (например, узлы гиперболоидных разъемов) с точностью ±5 мкм. Производительность автомата АК-1 -1600 шт./ч. Еще более высокой производительностью (до 8500 шт./ч) обладает контрольно-сортировочный автомат для разбраковки керамических оснований резисторов типа МЛТ по внешнему диаметру [65]. Высокая производительность этого автомата сочетается с высокой точностью измерений (±1,2... ±1,5 мкм), при которой обеспечивается создание надежного контакта при 178 армировании керамических оснований МЛТ контактными колпачками. Большим преимуществом названных автоматов является возможность использования их в сочетании со статистическим анализатором, например, типа АС-14М [66]. Последний позволяет производить автоматическую обработку статистической информации о размерных параметрах партии контролируемых изделий, определять количество брака в выборке, а также на специальном табло визуально наблюдать гистограмму распределения изделий в контролируемой партии по допускам. В производстве кварцевых резонаторов наиболее трудоемким технологическим процессом является обработка кварцевых пластин до заданной толщины, которая обеспечивает требуемую частоту колебаний резонатора. При групповой обработке кварцевых пластин необходимо производить их измерение и сортировку на узкие размерные группы, отличающиеся по толщине на 2 мкм. Универсальный контрольно-сортировочный автомат [65], созданный для этой цели, позволяет измерять толщину и сортировать круглые кварцевые пластины в диапазоне 50-300 мкм с погрешностью ±0,7 мкм и производительностью 1200 шт./ч. Механотронный датчик автомата на базе механотрона 6МХ1С предварительно настраивается на необходимый диапазон измерений с помощью концевых мер длины. Измерительное усилие датчика не превышает 1 Н. Необходимая стабильность настройки и чувствительности датчика сохраняется в течение двух часов, после чего производится оперативная подстройка автомата, занимающая 2 - 3 мин и заключающаяся в регулировке напряжения анодного питания механотрона. На базе механотрона 6МХ1С разработана установка для контроля прочности микросварки проволоки, соединяющей выводы и контактные площадки кристаллов интегральных микросхем [65]. На основании } установки (рис. 5.7) установлен столик 2, на котором специальными зажимами укрепляется контролируемая микросхема, снабженная проволочными перемычками либо проволочками, приваренными отдельно к выводам и контактным площадкам кристалла. Перемычка (или проволочка) микросхемы захватывается специальным микрозажимом, который закреплен 12* 179 на пружинном параллелограмме, связанным со штырем механотрона 3. Захват проволочки микрозажимом осу-ш,ествляется оператором под микроскопом 4. Столик 3 снабжен моторным приводом 5, который обеспечивает его перемещение по вертикали вниз. При опускании столика происходит натяжение проволочки, причем усилие натяга передается на механотрон и измеряется механотронным динамометром. Выходной сигнал механотрона, пропорциональный усилию натяжения проволочки, отсчитывается по стрелочному прибору, причем разрушение проволочки соответствует амплитудному значению сигнала механотронного динамометра. Значение усилия разрыва проволочки характеризует качество микросварки выводов интегральных микросхем. Низкий уровень значений этого усилия свидетельствует о плохо.м качестве микросварки. Описанная установка используется для выборочного контроля образцов микросхем. Для контроля геометрических параметров экранно-масочных узлов цветных кинескопов на базе механотронов 6МХ4С и 6МХ5С разработана установка [65], позволяющая определять точность положения фиксаторов на экране кинескопов, на которых укрепляется теневая маска. Установка снабжена трехкоординатной измерительной головкой, с помощью которой производится точный контроль смещения по трем координатам 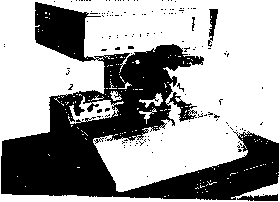 Рис. 5.7. Установка для контроля прочности .чикросварки проволочных перемычек и выводов интегральных схем каждого из четырех фиксаторов экранно-масочного узла цветного кинескопа в диапазоне 2-4 мм при погрешности измерения соответственно ±50-±100 мкм. Данные по каждому каналу измерения счптываются оператором с измерительного табло и выдаются по кабелю на ЭВМ для учета и статистической обработки. При производстве многих электровакуумных приборов и элементов электронной техники часто возникает необходимость в автоматическом регулировании давления в вакуумных системах (объектах) по заданной программе. Автоматический регулятор давления [67], разработанный на базе механотронных преобразователей давления (манотронов), обеспечивает измерение давления по заданной программе в общем диапазоне 13,3-10 Па (0,1 -760 мм рт. ст.) Регулятор построен на принципе двухпозиционного регулирования, а в качестве регулирующего органа в нем использован электромагнитный клапан. Функциональная схема регулятора (рис. 5.8,а) состоит из датчика давления 2 с измерительным устройством 3, задающего устройства 4, обеспечивающего вместе с блоком формирования опорного сигнала 5 программное изменение последнего, соответствующее необходимому изменению регулируемого давления в объекте 1, и стабилизатора давления 6, обеспечивающего стабилизацию давления на определенном уровне, величина которого зависит от сигнала задающего устройства. В качестве последнего обычно используется стандартное задающее устройство типа РУ-5-02 [67]. Блок формирования опорного сигнала предназначен для создания опорного напряжения, соответствующего диапазону изменения сигнала используемого датчика давления. Он представляет собой резнсторный мост, в одно пз плеч которого включается реохорд устройства Рис 5 8 Функциональная схема автоматического регулятора давления (а) и структурная схема автоматического стабилизатора давления (б) РУ-5-02. Мост питается от источников регулируемого стабилизированного напряжения. Стабилизатор давления построен по структурной схеме, изображенной на рис. 5.8,6. Давление в объекте 1 измеряется посредством датчика 2 и измерительного устройства 3. Уровень стабилизируемого давления задается опорным напряжением от блока 8 формирования напряжения и устанавливается задающим устройством 9. При отклонении давления от устанавливаемого задающим устройством значения изменяется сигнал датчика давления 2, что приводит к появлению разностного напряжения на выходе блока сравнения 4. Этот сигнал усиливается усилителем 5 и, воздействуя посредством ключевой схемы 6 на электромагнитный клапан 7, приводит к открытию последнего на выпуск или откачку газа в объекте / в зависимости от знака изменения давления относительно заданного уровня. В результате откачки или напуска газа давление в объекте / возвращается к заданному значению, разностный сигнал уменьшается до нуля и электромагнитный клапан закрывается. Далее цикл вновь повторяется. Усилитель разностного сигнала является усилителем постоянного тока, построен на принципе двойного преобразования сигнала и имеет чувствительность ЮмкВ. Ключевая схема осуществляет бесконтактное переключение электромагнитного клапана. В датчике регулятора использованы манотроны типов 6МДХ5С и 6МДХ11С. Высокая чувствительность этих манотронов обеспечивает высокий уровень выходного сигнала датчика 10--Ю В/Па, что позволяет значительно упростить электрическую схему регулятора. Описанный программный регулятор давления был использован для регулирования давления в вакуумной Напусн Н насосу Рис. 5.9. Структурная схема уста-«овки для обжига ферритовьк изделий: иоЧ" камера; 2-датчик давления, d -регулятор давления: -электромагнитный клапан печи обжига ферритов (рис. 5.9). Вакуумная камера / печи объемом 70 л непрерывно откачивается форва-куумным механическим насосом. С помощью электромагнитного клапана 4 типа ДУ-10 производится периодический напуск воздуха в камеру из атмосферы. Непрерывная откачка газа позволяет обновлять газовую среду камеры. Изменение давления в камере производилось линейно во времени от 10* до 10 Па. Погрешность регулирования, включая погрешность измерительных приборов и механотронного датчика давления, не превышала 5%. Рассмотренный выше программный регулятор давления был использован также в установках для напыления тонких пленок и в производстве газонаполненных приборов. Большими возможностями обладает серийно выпускаемый программный регулятор вакуума [68], разработанный для применения в промышленном производстве ферритовых и керамических изделий, а также в производствах, где имеются операции охлаждения изделий в вакууме. В регуляторе используется принцип цифрового позиционного регулирования по параметру, задаваемого датчиком вакуума, и одновременно осуществляется индикация текущего значения температуры в вакуумной камере (объекте). Программный регулятор состоит из датчика вакуума; устройства программного регулирования, которое содержит программатор и блок управления с исполнительными механизмами; силового блока питания, про-граммозадающего устройства и компенсационного двух-координатного прибора ЛКД-4-003. Конструктивно программный регулятор выполнен в виде отдельного датчика вакуума и стойки, в которую входят остальные устройства. Датчик вакуума регулятора содержит манотроны типов 6МДХ5С, 6МДХ11С и 6МДХ12С. Технические характеристики программного регулятора вакуума Диапазон измеряемого вакуумметрлческого давления. Па (мм рт. - ... Приведенная погрешность измерения вакуумметриче ского давления, Количество задаваемых вакуумных режимов . Допустимое отклонение вакуума от заданной про граммы, %••••" Диапазон измеряемой температуры, и . . 1.33-1№ (10--750) ±10 неограниченно ±20 0-11600 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [ 29 ] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] 0.0127 |