
|
|
|
Главная страница Механотроны [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [ 28 ] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] 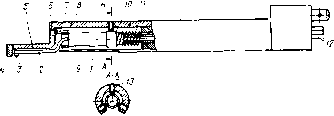 Рис. 5.4. Конструкция механотронного датчика профилометра модели 283 размещается контролируемая деталь 7. С электронным блоком датчик и привод соединяются шлангом 8. Датчик профилометра (рис. 5.4) содержит механотрон /, на стержне 2 которого укреплена алмазная игла 3. Начальное положение стержня 2 определяется опорой 4 из твердосплавного материала, постоянно контактирующей с контролируемой поверхностью детали. В корпусе 5 датчика установлен винт 6, в углубление на торце которого упирается штифт 7, припаянный к кольцу 8 механотрона. В нижней части датчика имеется крышка 9. В корпусе датчика механотрон фиксируется с помощью кольца 10 и упорных винтов 13, а к винту 6 он прижимается пружиной 11. С электронным блоком профилометра механотрон электрически связан через разъем 12. Привод профилометра обеспечивает автоматическое возвратно-поступательное движение датчика с постоянной скоростью на длину трассы, устанавливаемую в процессе контроля шероховатости поверхности. Шкала показывающего (стрелочного) электроизмерительного прибора электронного блока про-градуирована в величинах среднего отклонения профиля шероховатости поверхности от средней линии, выраженного в микрометрах. На шкале прибора обозначены также зоны, характеризующие класс контролируемой шероховатости. Величина Ra является общепринятой характеристикой шероховатости поверхности и определяется из выражения: R..=--\\y\dx, где L - длина трассы, на которой измеряется шерохо-172 ватость; у - текущее расстояние от средней линии до кривой профиля шероховатости. В зависимости от значения R шероховатость поверхности относится к одному из 14 классов по ГОСТ 2789-73. Технические характеристики профилометров даны в табл. 5.2. Таблица 5.2 Технические характеристики профилометров Название характеристики Профилометр модель 253 Пределы измерения шероховатости, кл. (по ГОСТ 2789-73) Критерий оценки шероховатости Погрешность показаний, % Длина трассы интегрирования, мм Скорость трассирования датчика, мм/с Измерительное усилие ощупывающей иглы, сН, не более Радиус закругления ощупывающей иглы, мкм Наименьший диаметр проверяемого отверстия, м.м: на глубине 20 мм, на глубине 130 мм Габариты, мм: датчика, блока электронного, привода Масса прибора, кг, не более 0 16X150 323X200 X Х223 135x60x78 12 (без приспособлений) Профилометр модель 283
0 16x150 300XI70X Х285 60x90x190 23 (общая) Среди большого количества различных контрольно-сортировочных автоматов и полуавтоматов, разработанных за последние годы на базе механотронов предприятиями станкоинструментальной промышленности [61], выделяются высокой точностью измерений и высокой производительностью контроля автоматы для контроля деталей автомобильных двигателей и автоматы для контроля подшипников качения. Автомат типа КА-27 предназначен для контроля диаметра и отклонения от правильной геометрической формы игл форсунок распылителей двигателей. Автомат отбраковывает негодные изделия, а годные сортирует на 30 размерных групп. Иглу форсунки при вращении с частотой около 1,2 об/с проверяют по наружной цилиндрической поверхности в трех сечениях: Дь Дг и Дз (рис. 5.5). Определение конусности и боч-кообразности производится непрерывно во время одного оборота изделия. За отклонение от круглости цилиндрической поверхности принимается разность между Лтах И Д2т1п среднем сечении). Забракованные изделия направляются в одну из трех кассет для брака. ., Измерительная станция автомата (рис. 5.&) имеет вид с1обы и представляет собой корпус 1 с двумя колодка- ми 2 и 3, в каждой из которых расположены по три -еопла-4 в выбранных для контроля сечениях. Контролируемая игла 5 базируется на двух прецизионных валках б и 7, которые приводятся во вращение от привода автомата. Правильное расположение дета.ти по оси фиксируется упором 8. Ее поджим к базировочным валкам 6 и 7 и к упору 8 осуществляется с помощью ролика 9, ось которого развернута по отношению к детали на угол 10°. Пневматические сопла 4, соединенные попарно (для каждого сечения), подключены к трем пневмомеханотрон-ным датчикам (рис. 5.1,в). Электрические сигналы с этих датчиков усиливаются операционными усилителями и проходят необходимые алгебраические преобразования. Запоминание экстремального значения диаметра при определении некруглости осуществляется с помощью конденсаторов. Исполнительные сигналы брака по некруглости, конусности и бочкообразно-сти формируются тиратрон-ными пороговыми устройст- 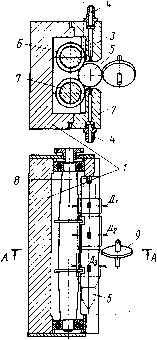 Рис. 5.5. Измерительная станция автомата КА-27 вами. Одновременно электронный сортировочный блок выдает импульсы, число которых соответствует номеру размерной группы детали. С помощью счетчика эти импульсы преобразуются в команды на исполнительные электромагниты сортировочного устройства. Измерительные системы двух других приборов - полуавтомата типа КА-49 для контроля и сортировки поршневых пальцев дизельных двигателей и автоматизированного прибора КР-81 для контроля и сортировки плунжеров топливных насосов дизелей в основном подобны измерительной системе автомата КА-27. Автомат КА-84 позволяет производить контроль с погрешностью 1-3 мкм колец шариковых и роликовых подшипников качения в широком диапазоне типоразмеров этих деталей: по наружному диаметру 40-160 мм; по внутреннему - 15--100 мм и по ширине 7-15 мм. Производительность автомата 30-1000 шт./ч. Для размерного контроля различного вида подшипников на основе механотронных (рис. 5.1,6) и пневмо-механотронных (рис. 5.1,в) датчиков разработаны автоматы типов КА-63, КА-65, КА-85 и др. [61]. Механотронные и пневмомеханотронные датчики находят применение также в средствах активного контроля размерных параметров деталей в процессе их непосредственной обработки. При этом известно применение механотронов для автоматического управления шлифовальными станками в процессе плоской шлифовки деталей, а также в системах автоматического управления токарно-винторезными станками при изготовлении больших ходовых винтов [62]. Высокая чувствительность и малые измерительные усилия механотронных преобразователей перемещений делают перспективным их использование для контроля качества изделий из эластомеров - материалов, обладающих малым модулем упругости или высокой эластичностью [63]. К эластомерам относятся полиэтилен, полихлорвинил, резина и тому подобные полимерные материалы, которые широко используются в электронной промышленности и в других областях народного хозяйства (например, в пищевой промышленности). При контроле качества изделий из эластомеров, в частности при измерении их размеров, очень важно, чтобы измерительное средство не повреждало поверхность изделий в процессе контроля. Практика показала, что в целом ряде случаев целесообразен переход от кон- троля чисто геометрических параметров деталей из эластомеров к контролю их функциональной способности [63]. Это касается в первую очередь, уплотнительных и укупорочных изделий, особенно из полимерных материалов с низким модулем упругости, где важно, например, непосредственно измерять радиальное усилие на контакте поверхности уплотняемой жесткой детали с поверхностью уплотняющего эластичного изделия. Подобная задача решается с помощью так называемых упругих калибров [64]. Измеренное упругими калибрами отклонение радиального усилия от нормированного значения характеризует отклонение размеров контролируемого эластичного изделия от номинальных. Механотронное устройство для контроля изделий из эластомеров, разработанное на базе упругих калибров, представлено на рис. 5.6 [64]. Эти калибры позволяют вести разбраковку эластичных и маложестких деталей. За основу конструкции принят известный принцип разрезного вала с подвижной и неподвижной секциями. Рабочее смещение подвижной секции принято на порядок меньше допустимой  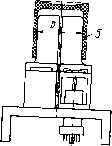 Рис. 5.6. Механотроннае устройство для контроля изделий из эла- стомеров на базе упругих калибров: а - для охватываемых повеохногтрц. я uri--Ko„7o?-:~ деформации детали при ее контроле и может составлять 3-5 мкм. Это смещение воспринимается упругой системой калибра в виде усилия, преобразуется в перемещение штыря механотрона и отсчитывается посредством измерительной системы. Секции упругого калибра могут быть выполнены как в виде разрезного калибра-кольца (рис. 5.6,а), так и в виде разрезного калибра-пробки (рис. 5.6,6) для контроля охватываемых и охватывающих размеров эластичной детали соответственно. Размеры рабочих поверхностей секций калибров соответствуют предельным (наибольшему и наименьшему) размерам контролируемых поверхностей эластичных деталей. Устройство состоит из основания /, жесткой колодки 2, неподвижной 3 и подвижной 4 секций разрезного калибра, между которыми (рис. 5.6,а) или снаружи которых (рис. 5.6,6) располагают контролируемую деталь или узел 5. Плоская пружина 6 связывает через втулку 7 упругий параллелограмм 8, выполненный на плоских пружинах 9, со штырем механотрона 10. Секции 3 к 4 смонтированы симметрично оси Y с некоторым зазором S, равным 0,3-0,5 мм, обеспечивающим компенсацию погрешностей изготовления и радиального рабочего смещения, направленного по оси X для охватываемых и против оси X для охватывающих поверхностей. При установке контролируемой эластичной детали 5 внутрь (или снаружи) секций 3 и 4 разрезного калибра одна секция 3 остается неподвижной, в то время как секция 4 перемещается в направлении (или против) оси X. Величина смещения измеряется механотроном, выход которого связан с отсчетно-измерительной системой, причем показания последней не зависят от осевого положения контролируемой детали. Описанное устройство имеет следующие технические характеристики: Диапазон контролируемых размеров, мм .... 10-30 Диапазон измеряемых усилий, Н....... 0-0,2 Чувствительность по току к силам, мкА/сН, не менее 50 Перемещение подвижной секции калибра в рабочем состоянии, мм, не более......... 0,01 Деформация эластичной детали при ее контроле, мкм, не более............. 10 Погрешность измерения размеров, мм, не более . . ±0,01 Измерение радиальной силы на контакте с уплотняемой поверхностью, создаваемой эластичным уплот-12-1003 177 [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [ 28 ] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] 0.0116 |
|||||||||||||||||||||||||||||||||||