
|
|
|
Главная страница Конструирование [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [ 71 ] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] Пайка алюминия В настоящее время в электробытовой технике стали широко нсполь-эовать алюминий.н его сплавы, как, например, алюминиевые электрй> ческне провода в трансферматорах-стабилизатсах напряження и т. п. Поскольку алюминий и его сплавы, соприкасаясь с воздухсм, быстро окисляются, обычные методы лайки ие дают удюлетаорительиых результатов. Ниже описываются различные способы пайки алюминии оло-вяино-свннцюымн припоями ПОС-6], ПОС-50, ПОС-90. 1. Для спаивания двух алюминиевых проволов их предварительно за-луживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником прижимают к шлифовальной шкурке, при этом паяльник от провода ие отнимают и на залуживаемый конец все время добавляют канифоль. Провод залуживается хорошо, ио все операции приходится повторять много раз. Затем пайка идет обычным порядкш. Лучшие результаты получаются, если вместо канифоли применять минеральное масло для швейных машин или щелочное масло (для чист>ш оружия после стрельбы), 2. При пайке листового алюминия или его сплавов на шов наносят горячим наяльннкок канифоль с келкнми железными опилками. Паяльник залуживается, и им начинают нротирать место шва, добавляя все время припсЛ. Опилки своими острыми гранями снимают с поверхности МлВиыйпро (аойый) 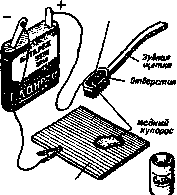 АлмтиниФвая пттина Рис. 1S9. Устройство для омеднения алюиннишой поверхности окись, н олово прочно пристает к алючинию. Паяют хорошо нагретым паяльником. Дпя панки тонкого алюминия достаточна мощность паяльника 50 Вт.для алюминия толщиной 1 мм и более желательна мощность 90 Вт,-если Толщина более 2 мм - место пайки необходимо прогреть паяльником и только после этого накосить флюс н производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло. 3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность (провод нли пластинку) предварительно омедняют, используя простейшую установку для гальванического покрытия, описанную в совете 121. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно накосят на него несколько капель насыщенного раствора медного купороса. Далее к алюминиевой детали (провод нли пластина) подключают отрицательный полюс источника постоянного тока (выпрямитель, батарейка от карманного фонаря нлн аккумулятор), а к положительному полюсу присоединяют кусок медного провода 1-1,2 мм (без изоляции), находящегося в сустройстве», выполненном на базе зубной щетки (см. рис. 159). Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после прокывки и сушки лудят обычным способом (паяльником). Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия н его сплавов, а также соедкнении их с медью и другими металлами применяют припои марок П150А, П250Л п ПЗООА, Пайку производят обычным паяльником, жало которого прогрето до температуры 350° С, с применением флюса, представляющего собой смесь олеиновой кислоты и йодида лития. ШЧто необходимо знать о нарезании резьбы Внутреннюю резьбу нарезают с помощью метчиков. Прн нарезании резьбы диаметром до 8 мм вручную пользуются комплектом из трех метчнкю: чернового, среднего и чистового, они на иилиидрическоЙ части хвостовика имеют соответственно одну, две и три кольцевые риски, Вбльшое значение имеет правильный выбор диаметра отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля н получится непрочное соеднненне. При меньшем диаметре отверстия вход в него затруднен, что ведет к срыву первых тток резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближенно (И1ределить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для МЗ - 2,4-2,5 мм и т. д.) (см, тлнцу). Дяашгри сверл для лысверлыввяшя огеерсгай под яегрлческае резьбы
Сначала резьбу нарезают первым метчиком, затем - вторым. Для скалывания стружки метчик после каждого оборота по часовой стрелке поворачивают на пол-оборота в обратном направлении. Для охлаждения метчика и уменьшения усш1ня при нарезании резьбы применяют смазки: для алюминия - керосин, для меди - скипидар, для стали - эмульсию. Бронзу и чугун режут без смазки. Прн нарезании глухого отверстия его глубина должна быть больше, чем длина требуемой резьбаг иа 3-4 мм. При этом необходимо периодически вывертывать метчик для удаления нз отверстия стружки. Наружную резьбу иа винтах, болтах и шпильках нарезают вручную с помошью плашек. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице. Диаметр стержней под метрическую резьбу, выполняемую плашками
Стержень под резьбу должен иметь чистую поверхность; нельзя нарезать резьбу на стержнях, Пшрытых окалиной нля ржаачниЫ), так как в этом случае плашки быстро изнашиваются. Перед иарезаняеМ резьбы с?ержень зажимают в тисках так, чтобы его конек выступал над уровнен губок тисков немного больше длины нарезаемой части, [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [ 71 ] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] 0.0183 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||