
|
|
|
Главная страница Конструирование [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [ 68 ] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] Прсктое приспособлеиме для сяерленмя отверстий в оси Свчление отверстий в- оси, обычно выполняемое на токарном станке, в ремонтных и любительских условиях можно осуществить с помощью простых приспособлений для направления сверла - кондукторов. Кондуктор, изображенный на рис. 153,6, предназначен для сверления отверстия в торце оси. Он изготовляется из пластинки листсжого материала (стали, дюралюминия, текстолита и т. п.). Толщина пластинки Т выбирается нз условия: Г= (l,5-2.0)Д-f (2-3)Д;. где Д - диаметр оси, Д1 ~ диаметр отверстия в оси, В центре пластинки сверлят отверстие, диаметр которого на 0,2- 0,3 мм меньше Д1, и рассверливают его с одной стороны до диаметра оси Д на соответствующую глубину (1,5-2Д). Рассверливать отверстие -Необходимо несколькимн, сверлами с увеличивающимся диаметром. Эт& позволяет получить более точное отверстие й "в некоторой степени гаряитирует соосность отверстий в кондукторе. С другой стороны отверстие рассверливаххг до диаметра Д1, Готовый ксмдуктор надевают на 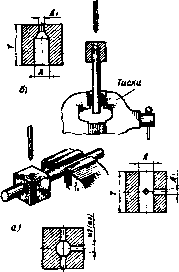 Рис. 153. Простейшее приспособление для сверления отверстий в оси ось. закрепленную в тисках, и сверлси* необходимого диаметра Д1 сверлят в ней отверстие, как показано иа рис. 153, б. Прн необходимости просверлить ось по диаметру используется кондук-т(ф, нзо<ражениый иа рис. t53, а, который изготовляют из того же матиала толщиной Т, равной (2-3) Д. Отверстие под ось сверлят описанным уже способом. Перпенянкулярно оса отверстня с днаметрш Д сверлят два отв>стня; одно - диав1етр(»1 Д/, другое - под резьбу М2 для стошфного винта. Кондуктсф надевают иа ось, таКже закрепленную в тисках (см. рис. 153. а), стопорят винтш через отверстие с резьбой и сверлом необходимого диаметра а оси сверлят отверстие. IpocToe [фисяособиение и тшиояопм изготеммиия мсгашмчкюас корпусой Изготюлекне металлических ксфпусов для радиозлек1роиных устройств, измерительных приборов я т. д. связано с определенными трудностями. Между тем известен метод кшструиршаняя ксфпусов, поэво-лпюшнб очень простыми средствами добиться выразительной формы. Корпуса, юготовлеиные по этому методу, не требуют сварки, пайки, а число соедииятельиых винтов минимально. Представим себе две П-образные гнутые панели (рис. 154,0), размеры которых подобраны таким образом, что прн устаишке одной панели в другую получается замкнутый объем ксфпуса (рнс. 154,6). В этом, собствекио. и заключается предлагаемый метод поетроення корпусов из гнутых панелей. Для соединения панелей нужны стойки, конструкция и способ крепления которых показаны на рис. 155. Стойка 3 ие только скрепляет верхнюю панель / корпуса с нижней панелью 5, но и крепит к корпусу шасси 6. являющееся осишс элмстрической и механической частей прибора. Таким образом, отпадает необходимость в дополнительных крепежных деталях, а на поверхность корпуса ие выходят лишние винты. Нижняя панель крепится к стойке винтом, проходящим сквозь ножку 4. Такой прием маскирует винт. Корпус, изображенный на рис. 154, б, может ыть использован для различных радиотехнических устройств. Для корпусов, изготсюляемых таким методом, лучше всего подходит лнстовс материал нз сталн, алюминиевых сплавов, латуни. Талшина листа зависит от размеров корпуса. Для небольшого корпуса, объемом до 5 дм, годится лист толщиной 1,5-2 iAH. Для корпуса с ббльшим объемом лист должен быть толще - до 3-4 мм.Эти размеры относятся к осншанию ксфпуса. его нижней панели, несущей основную силовую нагрузку: к ней крепятся шасси и другие элементы конструкции. Приспособление для гибки и обработки панелей корпусой показано на рис. 155. Оно состоит из двух отрезков уголкшой стали, стягиваемых двумя болтами с гайками. Болты служат направляющими при стяги-/ваини угольников, не допускают перекоса плоскостей. Угольники жела- 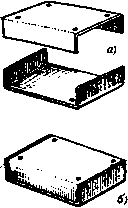 Рис. 154. Принцип конст-руирсжання корпусов из гнутых панелей 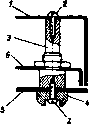 Рис. 155 Способ скрепления панелей корпуса и шасси Металлическая аяаапаяа дяя шка Рис. 156. Приспособление для нзсотовления металлических корпусе» 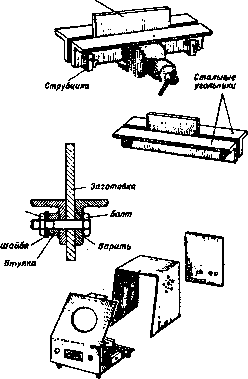 Панеяи корпуса в В- г Бктаиоя [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [ 68 ] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] 0.0194 |