
|
|
|
Главная страница Конструирование [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [ 67 ] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] ГЛАВА S. РАБОТА С МЕТАЛЛОМ Много труда и вр«ленн уходит на изгототление отверстий и металлических конструкциях для крепления различных электрорадисялементов. Как правило, такие отверстня вначале шсверлнвают, а затем обрабатывают иаоильниксш, и все же их края получаются неровными, а иногда отверстия пробивают зубилом, что приводит к сильной деформации материала. Ниже описывается несколько простых приспособленки, котсфые позволяют легко н быстро пробивать и вырезать в металлических корпусах, шасси, панелях отверстия различных диаметре». Штампы, прис пособления для пробивки и вырезания апрспЛ ш пистсвом матмале Для вырубки отверстий в лнстшом материале толщиной от 0,5 до 3 мм под ламповые панели, электролитические конденсаторы, втулки выключателей, электропредохранители и т. п. можно использовать наборные штампы ударного типа (рис. 149), состоящие из основания /, пробойннка 2, сменных матриц 3 н пуансонов 4. Последние изготовляют из инструментальной стали с последующей закалкой и средним отпуском. Перед вырубкой отверстия в заготовке детали 5 сверлят отверстие, диаметр которого равен диаметру центрирующего стержня пробойника 2. Затем в углубление осншания встааляют матрицу 3 с отверстием требуемого диаметра, стержень пробойника 2 с предварительно надетым на него пуансоном 4 встааляют в отверстие в загот(Яке и основании и сильным ударом молотка по пробойнику вырубают отверстие. При изготовлении пуансонов и матриц следует помнить, что Зйзор между ними должен быть равен примерно /го толщины материала детали. В этом случае кромки отверстий получаются ровными н не требуют обработки. Простейший штамп для пробивки отверстий (рнс. 150). Изгототляется стальная втулка / с внутренним диаметром 29,5 мм (под ламповую 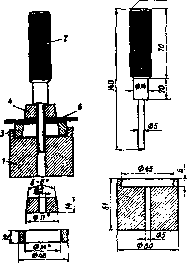 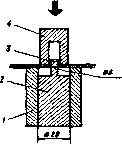 Рис. 149. Штамп для иробнакк отверстий Рис, 150 Простейший штамп ляя пробивки отверстий панель - октальную, закрепляющуюся пружинным кольцом). В нее вставляется стержень 2 с направляющим штифтом 3 (диаметр 5 мм). В панели сверлят отверстия, в которые проходит направляющий штифт. Сверху панели иа штифт надевают вторую втулку с внешним диаметром 29 мм. Теперь достаточно ударить молотком, н отверстие выбито. Винтовой штамп для прорезания круглых отверстий. Ударными штампами можно пользоваться прн изготовлении новых конструкций, а если при рмюнте нужно изменить конструкцию и приходится прорезать отверстие в готовом шасси, на котсфом уже смонтированы все основные детали, удар нежелателен. В этом случае используется винтовой штамп (рис. 151). Пуансон размещается с одной стенопы щасси, а матрица - с другой (см. рисунок). Болт, свободно проходящий через матрицу и отверстие в шасси, ввинчивают в пуансон до тех пор, пока пуансон не соприкоснется с материалом шасси. При дальнейшем навинчивании пуансона он своей острой кромкой прорезает материал щасси. Когда пуансон соприкоснется с матрицей, операция закончена. После этого штамп разбирают и начинают ту же операцию в другом месте шасси, где требуется прорезать отверстие того же диаметра. Стятвающиа валт 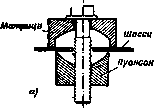  Рис. 151. Винтовой штамп для прорезанкя круглых отверстий 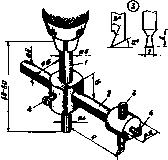 Рис. 152. Приспособление для вырезания отверстий большого диаметра в листовом материале При лрсфезаинн отверстия винтовым штампом для вращения стягивающего болта используется гаечный ключ (рис. 151,6). Если изменить конструкцию матриц и пуансона винтового штампа, им можно прорезать квадратные, прямоугольные и фигурные отверстия небольших размеров (до 20 мм). Приспособление для вырезания отверстий большого диаметра в листовом материале. Большие круглые отверстия в листовом материале (алкжиний, гетинаю:, (фганическое стшю и т. л.) можно вырезать с помощью приспособления, устройство которого показано на рис. 152. Присиособление состоит вз щшнндрнческэто стержня /, закрепляемого в патроне сверляльного станка или элек1рической дрели, по,11Вижного держателя 2 и резца 3. Для крепления резца и подвижного держателя нспользуклта! 4 винта с резьбой М4-М5, а резец изготовляют из сверла или обломка надфиля, придав ему на абразивном круге форму, показанную на рис. 152. В центре предполагаемого большого отверстия сверлил* отверстие диаметром 4 мм и вставляют в него конец цилиндрического стержня /. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [ 67 ] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] 0.0108 |