
|
|
|
Главная страница Конструирование [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [ 60 ] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] Что необжоднмо э№1ть о галымко-плаешие и ranbSUiOeTewMM Гальванопластика - электромеханический способ коггнрованнн (получение точных копий изделий). Широко используется в технике при изготовлении матриц в полиграфии, пресс-форм для прессования грампластинок и т. п. Этим способом изготовляют металлические сетки, ювелирные изделия, копии скульптур, гравюр, детали сложной конфигурации. Способ отличается исключительно высокой точностью воспроизведения рельефа изделия. Гальваностегия - электрохимический процесс покрытия одного металла другим, более устойчивым в механическом и химическом отношении, например, стальные детали покрывают хромом, никелем, медные - никелем, серебром или другими металлами. В принципе гальванопластика не отличается от гальваностегии. Однако гальвакостегические и гальвавопластнческие процессы имеют свои особенности и отличаются прежде всего методами подготовки поверхности перед осаждением на нее металла. В гальваностегии поверхность подготавливается так, чтобы покрытие прочно держалось на ней. В гальванопластике, наоборот, покрытие дсу1ж-но легко отделяться. Поэтому в последнем случае уделяется бсиьшое внимание нанесению токопроводящих слоев (в случае покрытия непроводников) и разделительных слоев (если копия получается с металла). Далее, в то время как для гальваностегических покрытий используют многие металлы и сплавы (серебро, цинк, олово, никель, медь, хром и нх сплавы), в гальванопластике обычно применяют лишь отложения меди, никеля и серебра и значительно реже - других металлов. В связи с тем что гальванопластическне отложения отличаются от гальваностегических значительно большей толщиной, составы электролитов и режимы, применяемые в гальванопластике, также несколько отличаются от принятых в гальваностегии. В гальванопластике металл обычно наращивают ие на металл, а ма тонкий токопроводящнй слой, нанесенный на поверхность непроводника, 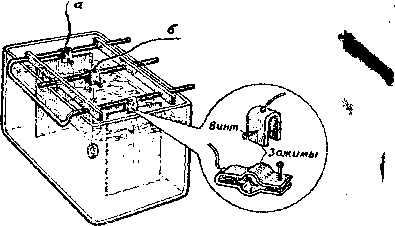 Рнс (42 Гатьванччегкэя ванна в четырехугольной банке нлн иа разделительный, плохо проводящий слой, нанесенный на металл поэтому в техиологчрсьий процесс вводят допшнителону» по сравнению с гальвакостсгией операцию «затяжки» металлом - первичное нараши ванне метаала на токопрог11.Дящий слой до полного закрытия его Составы электрадитов для ванн затяжки и режим работы несколько отличаются от обичных Оборудование для гальваностегии ничем не отличается от оборудовз чня, применяемого для т альванопластикн. В качестве гальзаяическои BahHU может бппь использована любая стеклянная банка таюго раэаера, чтобы покрываемь металлом пред мет свободно в ней размещался и при этом не находился слишком близко от анодных пластин Удобнее всего пользоваться четырехугшьнымн стеклянными банками (рис. 142). Из тадстой медной проволоки или тр>бок делают поперечные перекладины, из которых две (а) служат для подвешивания никелевых нли медных пластин~анод ов, аТретья (б) -для нишруемых или омед няемых предметов В круглой банке анодную пластину приходится сгибать в виде цилиндра (с) (рис. 143). Покрываемые предметы подвешивааэт на медных проволоках. Анодных пластин должно быть две. Важно, чтобы покрываемые предметы были обращены к анодам своими нанба1ьшнмн площадями и находились с ннмн примерно а параллельных плоскостях. Перекладины, к которым подвешиваются аноды н покрываемые предметы, необходимо снабдить клеммами для удобства и надежности соединения (см. рис. 142). Проволоки, кото- 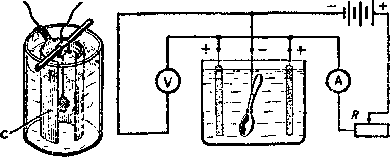 Рис i43 Гальваническая ванна в круглой банке 144 Cxev;a включения ванны в электрическую цевь рыми прикреплен анод к перекладине, должны находиться выше уровня электролита, особенно если оин сделаны нз другого мета-1лз Анодные пластины включаются между собой параллельно и присоединяются обч зательно к клемме «плюс» источника тока (аккумулятора или выпрями теля). Аноды должны быть тщательно очищены от окислов, грязи и обез жиреиы. так же как и предметы, предназначенные для покрытия металлом Важным условием успешного никелирования и меднения является чистота. Если в электрадите появилась легкая муть или образовался оса док, электролит необходи-чо профи-!ьтровать. На рис. 144 показана схема включения гальванической ванны. В кз честве источника тока можно нспатьзовэть автомобильный аккумулятор или выпрямитель (напряжением 6-12 В), питающийся от сети перемен него тока напряжением 127-220 В К схеме необходимо подключать вольтметр и амперметр Если поверхность покрываемого предмета менее 2 дм , можно использовать миллиамперметр на 500 мА. Сопротивление реостата доджна быть порядка 8-10 Ом, чтобы можно было изче нять ток в пределах долей ампера. При сборке электрической цепи ванны очень важно не спутать полюсы у аккумулятора или выпрямителя, так как анодные пластины должны быть обязательно подключены к положительному полюсу, а деталь (предмет) - к отрицательному. Прн неправильном включении будет «растворяться» металл детали или предмета, что приведет к порче электратита Ровное плотное покрытие предмета никелем или медью зависит от величины электрического тока, не превосходящей известного предела и зависящей от площади поверхности предмета. Например, если норма плотности тока равна 0,5 А на I дм и предмет имеет общую поверхность около 0,5 дм*, то ток не должен превышать 0,5X0,5=:0,25 А. При большем токе никель или медь будут откладываться темным, непрочным, легко отделяющимся слоем. Если предмет имеет заостренные части, плотность тока следует уменьшить в 2-3 раза. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [56] [57] [58] [59] [ 60 ] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] 0.0152 |