
|
|
|
Главная страница Конструирование [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [ 56 ] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] 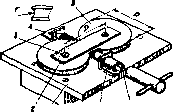 Заж-4мается в тиски Рис 132 Приспособление ллА изготовления чгрвйчных колес нарезается резьба по всей окружности Таким образом, получакугся сразу два червячных колеса В качестве червяка используют валик с такой же резьбой, например, на оси электродвигателя илн другого устройства для уменьшения числа оборотов. Диаметр заготовки рассчитывают по формуле где t - шаг резьбы метчика, мм, Z - число зубьев колеса, г-радиус канавки заготовки, мм Для метрической резьбы радиус канавки равен- где d - наружный диаметр резьбы (диаметр метчика), мм Размер основания приспособления изготавливают, исходя из диаметра заготовок - червячных колес Предлагаемое приспособление no3BaiHeT в течение 10-15 мин надежно соединить оборвавшийся пассик Для вулканизации необходимы пресс-форма (рис 133, а), электрический утюг с терморегулятором и вулканнзационная резина (вулканиза;[нонная заплата из велааптечкн и др ) Для большей однородности места сварки и пассика толщина вул-кэннзационнсн резины должна быть минимальной, поэтому рекомендуется использовать края вулканизационной заплаты Пресс формы изготовляют из двух ровных, одинаковых по размерам металлических заготовок толщиной не менее диаметра свариваемого пассика Заготовки накладывают друг на друга и зажимают в тиски По углам в них просверливают отверстия диаметром 3 2 мм затем, вынув заготовки из тисков, в одной из них нарезают резьбу М4, а в другой рассверливают отверстия до диаметра 4 мм После этого заготовки плотно соединяют винтами М,4, снова зажимают в тиски и просверливают обе плоскости соприкосновения заготовок, причем диаметр сверла должен точно совпадать с диаметром пасснка. Можно просверлить несколько отверстий под разные диаметры пассиков, однако расстояние между отверстиями должно быть не меньше толщины заготовки, в противном случае прогрев места сварки будет неравномерным и качество вулканизации ухудшится. Следует заметить, что специальной обработки торцов перед вулканизацией не требуегся, необходимо только, чтобы срезы были сделаны непосредственно перед сваркой. Ка один из торцов пасснка накладывают кусочек вулканизационной резины (его форма должна приблизительно соответствовать форме среза пасси-ка). Оба торца соединяют и зажимают в пресс-форму (рис. 133, б), затем пресс-форьу устанавливают на горячую плоскость электрического утюга и прогревают ее в течение 5-7 мин, после чего готовый пассик вынимают из пресс-формы. Следует иметь в виду, что прн недостаточном нагреве пасснк может разорваться при растягивании, а при перегреве начнет плавиться. Время нагрева определяют опытным путем, используя для этого отрезки пасснка. 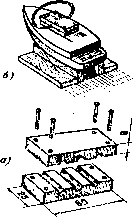 Рис. 133. Простое приспособление для вулканизации пасснка Приспесоблекке для рдэмагкнчнааиня Размагничивание деталей звукозаписывающих устройств уменьшает шучы при записи и воспроизведении и значительно повышает качество записи. Размагнитить детали можно с помощью специального размагни чиваюшегэ дросселя, питаемого ог сети переменного тока. Дроссель пред ставляет собой электромагнит с большим полем рассеивания (рис. 134) Серде"ник дросселя собирают из Ш-образных пластин, замыкающие пла стины не ставят, сечение среднего сердечника должно быть около 10 см* Для получения большего магнитного поля рассеивания, а следовательно и более равномерного размагничивания деталей при сборке сердечника между его пластинами помещают три-четыре картонные прокладки толщиной 1 мм, вырезанные по форме пластин (см. рнс. 134), Прокладки распределяют равномерно по сечению сердечника. Обмотка дросселя содержит 1400 витков провода ПЭЛ 0,64 для сети напряжением 220 В иди 700 витков провода ПЭЛ 1,0-1,2 дли 127 В.. 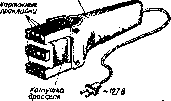 Рис. 134. Приспособление для размагничивания Размагничивающий дроссель Рг<напааслтксовая включают в электросеть на расстоянии I -1,5 W от звукозаписывающих устройств, чтобы первый импульс тока не намагнитил магнитные головки или детали еще более. Затем дроссель медленно подносят к размагничиваемой детали почти до соприкосновения с ней и медленно описывают им несколько круювых движений, постепенно удаляя его от этой детали. Размагничивающий дроссель нельзя оставлять включенным в электросеть более 3 мин во избежание его перегреза. Выключать дроссель можно только после удаления его на I-1,5 м от звукозаписывающего устройства. Малогвбариткый чувствительный »1!е(стро»ныЙ металломскатель Металлоискателй на биениях оказываются малочувствительными при поисках металлов со слабыми ферромагнитными свойствами, таких, как, например, медь, олово, серебро. Повысить чувствительность мeтajrлolicкa-телей этого типа невозможно, поскольку разность частот биения малО заметна при обычных методах индикации. Значительный эффект дает применение квзрцованных металлоискателей. Электронный искатель, принципиальная схема которого приведена на рис. 135, а, состоит нз измерительного генератора, собранного на транзисторе Tt, и буферного каскада - эмнттерного повторителя, собранного на транзисторе Т2, разделенных кварцем Кв1 от индикаторного устройства - детектора иа диоде Д2 с усилителем постоянного токв на транзисторе ТЗ. Нагрузкой УПТ служит стрелочный прибор с током полного отклонения 1 мА. Вследствие высокой добротности кварца малейшие изменения частоты измерительного генератора будут приводить к уменьшению полного ео-против.пения последнего, как это видно из характеристики, приведенное на рис. 135, б, а это в конечном итоге повысит встэительвость и точность отсчета. Подготовка к поиску заключается в настройке генератора на частоту параллельного резонанса кварца, равную I МГд. Эта настройка производится конденсаторами переменной емкости С2 (грубо) и подстроечным конденсатором Ci (точно) при отсутствии около рамки металлических предметов. Поскольку кварц является э.(ементом связи между измерИ тельной н индикаторной частями устройства, его сопротивление в момент резонанса велико и минимальное показание стрелочного прибора свидетельствует о точной настройке устройства. В остальном работа с прибором не отличается от таковой с металлоискателями на биениях. Уровень чувствительности регулируется переменным резистором R8. [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [53] [54] [55] [ 56 ] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] 0.0114 |