
|
|
|
Главная страница Конструирование [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [ 53 ] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] Выводы вторичной обмотки Медные ши/ш вкЗмм Медная дужка таящ. t-tmm  IS текстолита ала temuhOKca тыщ. 2-5 fm Рнс. 124 Паяльник-пистолет силовая обмотка (5-6 витчов) изготавливается из медной фольги сече-ннем 25X0.3 мм. Обмотка для осветительной лампочки состоит из 25 витков проводом ПЭЛ 0,25. Наконечник паяльника может быть изготовлен нз полоски меди толщиной около I мм или КЗ медной проволоки. Размеры наконечника подбираются практическим путем. При этом следует помнить, что время разогрева н температура зависят от поперечного сечения наконечника. Две верхние щпильки и гайки, стягивающие сердечник, а также токо-проводящне щины следует тщательно изолировать прн помощи лакотка-нн и текстолитовых шайб. Паяльник-пистолет потребляет около 75 Вт. Его можно использовать для пайки и твердыми припоями. Продолжительность непрерывной работы 15-20 мин. Портативный свочный аппарат иуговой) Основа сварочного аппарата первой конструкции-лабораторный трансформатор ЛАТР на 9 А {рнс. 125). С него снимают кожух и всю арматуру, на сердечнике остается лншь обмотка. В трансформаторе сварочного аппарата она будет первичной (сетевой). Эту обмотку изолируют двумя слоями изоленты нли лакоткани Поверх изоляции наматывают вторичную обмотку - 65 витков провода или набора проводов общим сечением 12-13 мм . Обмотку укрепляют изолентой. Трансформатор устанавливают на изолирующей подставке из текстолита или гетинакса внутри кожуха из листовой стали или дюралюминия толщиной не бшее 3 мм. В крышке кожуха, на задней и боковых стенках делают отверстия диаметром 8-10 мм для вентиляции. Сверху укрепляют ручку из стального прутка. На переднюю панель выводят индикаторную лампочку, выключатель на 220 В, 9 А и клеммы вторичной обмотки - к одной из них присоединяют кабель с держателем электродов, к другой - кабель, второй конец которого во время сварки прижимают к свариваемой детали. Кроме того, эта последняя клемма при работе обязательно должна быть заземлена. Индикаторная лампочка переменного тока типа СН-1, СН-2, МН-5 сигнализирует о включении аппарата. Электроды для этого аппарата должны иметь диаметр не более 1,5 мм, Для сварочного аппарата второй конструкции (рис. 126) необходимо изготовить трансформатор. Из Ш-образного трансформаторного железа  Рис. 125- Портативный сварочный ъвагфат (первая кмструкций) набирают сердечник сечением около 45 см, наматывают на него первичную (сетевую) обмотку ~ 220 витков провода ПЭЛ 1,5 мм. От 190-го и 205-го витков делают отводы, после чего изолируют обмотку двумя-тремя слоями изоленты или лакоткани. Поверх изолированной первичной обмотки наматывают вторичную. Она содержит 65 витков провода или набора проводов общим сечением 25-35 мм*. В наборе лучше всего использовать провода типа ПЭЛ ти ПЭВ 1,0-1,5 мм. Как и в первой конструкции, готовый трансформатор закрепляют на изолирующей подставке и помещают в кожух. Стенки кожуха должны быть удалены от трансформатора нч менее чем на 30 мм. На переднюю панель кроме лампочки, выключателя н клемм выводят переключатель, регулирующий силу тока, В сварочном аппарате этой конструкции можно использовать электроды днаметроч 1,5 н 2 им. Электроды изготовляют следующим образом. Стальную проволоку соответствующего диаметра разрубают на куски длиной по 350 мм, зачищают шкуркой н пдарывэюТлобмазкой, состоящей из растолченного мела и жидкого стекла (силикатный клей). Чтобы покрытие получилось ровным, проволсжу вертикально погружают в обмазку, оставляй сверху чистый конец длиной 30-35 мм, и медленно вынимают; сразу же каждый электрод подвешивают на веревке с помощью бельевой пркщепкн. После зысыхання электроды готовы к не пользованию. При работе необходимо надеть маску. Подключать этот аппарат к до- 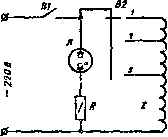  Рнс. 126. Портатявнык сварочный аппарат (вторая конструкция) [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [51] [52] [ 53 ] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] 0.013 |