
|
|
|
Главная страница Конструирование [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [ 51 ] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] При демонтаже деталей типа унифицированных катушек, трансформаторов НЧ н т. п., каркасы которых изготовлены из полистирола, можно воспользоваться отрезком металлической оплетки, снятой с экранированного провода диаметром 2-3 мм. Оплетку прикладывают к месту пайки со стороны печатных проводников и плотно прижимают к ней жало нагретого паяльинка. Расплавившийся припой впитывается оплеткой, и вывод детали освобождается. Дгр лучшего впитывания прнпоя оплетку рекомендуется 1ропитать канкфольЮ нли канифольные флюсом. Использованную часть оплетки отрезают после обработки каждого места пайкн. Освободив от припоя все выводы, деталь снимают с платы. Очень важно, чтобы пайка во всех случаях производилась паяльником мощностью не более 50 Вт. Перед пайкой аппаратуру необходимо отключить от сети, так как иногда паяльник может быть пробитым на корпус и в это» случае возможно замыкание сети через корпус паяльника н печатные проводники, что приведет к выгоранию печатного с-поя. Во аремя пайкн необходимо следкть за тем, чтобы жало паяльника не касалось печатных проводников. Прикосновение жала паяльника непосредственно к печатному проводнику приводит, как правило, к аьсгора-нню проводника. При пайк&печатных проводников рекомендуется пользоваться жидким флюсом - раствором канифоли с спирте. Флюс наносят на место плйкн с помощью кнсточки или дозатора, не допуская попадания флюса на другие радиодетали. В качестве припоя рекомендуется применять припой с низкой темпера-тур->й плавле-шя: ПОС-61 - (температура плавления 190° С), ПОСК-50 (145" С), ПОСВ-30 (] С) н др. Чтобы припой хорошо растекался, место пайки прогревают в течение 2-3 с. При пайке выводов пл-упрозо.дниковых приборов я других деталей, чувствительных к перегреву, следует применять теплоотвод, в качестве которого можно йСпа1ьзоаать пинцет. В связи с тем что сила сцепления печатного проводника с изоляционной платой невелика, не4>екомендуется проверять Прочность пайки подергнааннем припаянной детали, так как при этом ее можно оторвать от платы вместе с проводником. При отслаивании печатного проводника его приклеивают к основе платы клеем БФ-2. Для этого проводник (со стороны, обращенной к плато) и плату тщательно очищают от канифоли и окислов (вначале спиртом или ацетоном, затем мелкой шкуркой) н смазывают тонким слоем клея. Примерно через 10 мин клей наносят вторично (только на плату) и прижимают проводник к плате жалом паяльника нагретым до температуры 120-150° С. ГЛАВА 3. ПРОСТЫЕ СТАДИИ, устройстгл, Шт&РЫ. ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ в ШОГНШ и ЛЮБИТЕЛЬСКИХ УСЛОВИЯХ Простой мзпогйбмтный св.рг.кпьяым В ремонтных н любительских условиях можно использовать простой малогабаритный сверлильной станок, который можно собрать на штативе от старого школьного микроскопа типа ШМ-1 (рис. 149)., илн использовать штатив от бяолотического упрош,енного микроскопа типа МБУ-4, Шпиндель сверлильного станка приводится во вращение через понижающую клйяоремеиную передачу двигателем от швейной машины (18 Вт, 4000 об/инн). Патрш стзнкэ рассчитан на крепление стандартных сверл диаметром до 6 мм. Сверлз большего дндме1а можно закреплять в патршае после проточки их хвостовиков до указанного диаметра. Сверло в станке подается реечным механзмом тубуса микроскопа. С помош.ью станка можно сверлить отверстия диаметром до 10 мм з пластмассах и металлах, намотать катушку трансформатора или дросселя, заточить режущий инструмент, отполировать деталь до блеска и т. д. Рис. 119. Простой малогабаритный сверлильный станок 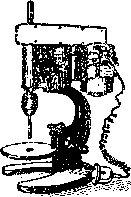 Малогабаритная электроискровая установка Простая электроискровая установка (рнс 120) позволяет легко и быст-1 обрабатывать небольшие детали из электропроводяш.их материалов эбой твердости С ее помоецью можно получать сквозные отверстня лю-)й формы, извлекать сломавшийся резьбовой инструмент, прорезать )нкие щели, гравировать, затачивать инструмент и др Сущность провеса электроискровой обработки заключается в разрешении материала 1Г0ТОВКЙ под действием импульсного электрического разряда Благодаря алой площади рабочей (товерхносги инструмента а месте разряда вы-еляется батьшое количество тепла, которое расплавляет вещество об-абатызаемон детали Процесс обработкц наиболее эффективно идет в шдкости (например, в керосине), омывающей место кои1акта внбрнрую-lero инструмента и детали и уносящий с собой продукты эрозии Инструментом служат л ату иные стержни (электроды), повторяющие форму пред-олагаемого отверстия Принципиальная электрическая схема установки изображена на )ис 121 Работает установка следующим образом. Разрядный конденсатор 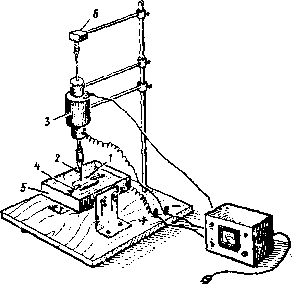 Рис 120. Малогабаритная злею-ронскровая установка ) - обрайатыввйкая деталь, ! - tujcrpfutin. 3 - эяеетуонагиитньм вяб-рвтор, 4 -~ авжимнос устройстви, 5 - санноика 6 - нронштейн длп уста-иоменяя зазора между обрабатываемой деталью п инструментом [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] [ 51 ] [52] [53] [54] [55] [56] [57] [58] [59] [60] [61] [62] [63] [64] [65] [66] [67] [68] [69] [70] [71] [72] [73] [74] [75] [76] [77] [78] [79] [80] [81] [82] [83] [84] [85] [86] [87] [88] [89] [90] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [104] [105] [106] [107] [108] [109] [110] [111] [112] [113] [114] [115] [116] [117] [118] [119] [120] 0.0119 |