
|
|
|
Главная страница Изготовление элементов конструкций [0] [1] [2] [3] [4] [5] [6] [ 7 ] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] отжигами. Ролики крепятся в обкатной головке, конструкция которой аналогична конструкции головки для накатывания зубчатых колес. Головка устанавливается взамен снятого суппорта. Тонкостенные заготовки в условиях мелкосерийного производства изготовляются из листа. Резка листа ведется на гильотинных ножницах. Затем кромки листа обрабатываются с таким расчетогл, чтобы при их соединении внахлестку толщина стенки в месте стыка осталась равной толщине листа. Обработка ведется методом химического травления. Для этого края листа изолируют лаком, оставляя открытой с одной стороны кромку шириной /=4-б мм у его края. Затем край заготовки погружается в ванну с азотной кислотой (удельный вес 1,3) на глубину /±1 мм па 20-25 мин. В результате на краю листа образуется ступенька. После снятия лака, промывки и сушки лист отжигается в нейтральной или восстановительной среде и края его свариваются двумя параллельными швами. Профилирование заготовки ведется на оправках с таким расчетом, чтобы шов оказался в середине широкой стенки. Высота оправки соответствует номинальному значению высоты полости прямоугольной заготовки. Ширина переменна -от 0,5 требуемой ширины до ее номинального значения. Изменение ширины осуществляется введением клиньев. Длина заготовки гофрированной части для гофров, форма которых дана на рис. 1.29,6, рассчитывается по формуле 0,035/? (90 -arccos arcsin + 2У yfe2 p2 n, [mm], где h - высота гофров, мм; n - количество гофров; 0,035 = я/90 град-; Г2 -внутренние радиусы закруглений Здесь Г) гофров, мм; t - шар гофров, мм. 46 Для гофрирования волноводных труб используются два основных метода: 1) формовка стенок заготовки жестким пуансоном; 2) формовка элластичным пуансоном по жесткой матрице. Первый метод включает в сё- 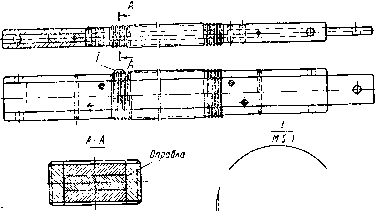 УК/УК Рис. 1.31. Зубчатая оправка для гофрирования волноводных труб бя следующие способы: а) профилирование заготовки на зубчатой оправке; б) профилирование заготовки разжимным пуансоном; в) зафиксированное обжатие гофра. Для профилирования заготовки на зубчатой оправке (рис. 1.31) труба надевается на рейку и ее конец заправляется во впадины рейки. Рейка с надетой на нее трубой прокатывается через фильерное устройст-ство, состоящее из четырех шестерен (рис. 1.32), зубья которых входят в зацепление с рейкой и таким образом обкатывают поверхность заготовки с четырех сторон, создавая гофры по профилю рейки. После того как рейка протягивается фильером п одном направлении и на поверх-
Рис. 1.32. Фальер т зубчатых колес для гофрированяя ности создаются гофры (рис. 1.33), вращая в обратную сторону шестерни фильера, извлекаем гофрированную секцию вместе с оправкой. Вращение («=10 об/мин - прямой ход и п = 20 об/мин - обратный ход) можно осуществить вручную или от двигателя через редуктор. При вращении от двигателя надо предусмотреть ограничительные по длине рейки - выключатели, а также реверс движения. После того как выбиваются шпильки, соединяющие части рейки, рейка разбирается, т. е. удаляется центральная часть - вкладыш, затем остальные части. 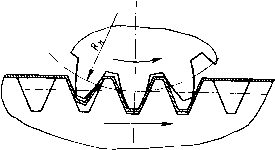 Рис. 1.33. Схема формования гофра При этом способе трудно выполнить требование строгой периодичности изменения размеров поперечного сечения за счет набегания погрешности по шагу зубьев рейки. Точность изготовления гофрированной волноводной трубы определяется точностью изготовления оправки и фильера. За счет зазора между пуансоном и матрицей неизбежна погрешность формы гофр. Вытяжка металла стенки заготовки получается неравномерной. Этим способом можно получить гофрированные волноводные трубы до б-7-го классов точности. В табл. 1.11 приведено штучное время на гофрирование волноводных труб на зубчатой оправке. Гофрирование заготовки можно осуществить разжимным пуансоном, находящимся внутри волноводной трубы. Кинематическая схема станка для гофрирования труб размерами от 38X24 до 120X57 Л1М этим способом показана па рис. 1.34. Гофрирование производится следую-
щим образом. Заготовка насаживается на прямоугольную оправку 12, жестко закрепленную через стойку 13 на станине станка. Внутри этой оправки перемещается клин 7; а в поперечном пазу размещена рамка 3, разрезанная на четыре части. При движении клина 7 внутри рамки она раздвигается во все стороны равно- 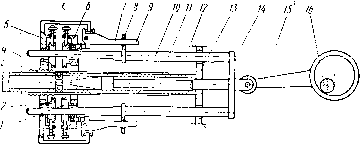 Рис. 1.34. Кинематическая схема станка для гофрирования волноводных труб с помощью разжимного пуансона мерно, деформируя стенки заготовки. При обратном движении клина рамка стягивается пружиной 4. Движение клина обеспечивается шатунно-кривошипным механизмом, который приводится во вращение электромотором и совпадает с движением направляющих W, связанных между собой траверсой 14. Движение направляющей вызывает движение прижимных кулачков / и 2 до соприкосновения с трубой и поворот рычагов, которые вызывают сближение опор прижимных кулачков 5 и 6. Это движение происходит в определенной последовательности: при вра1цении эксцентрикового вала 16 шатун 15 приводит в движение траверсу 14, клиншток и направляющие. Когда скосы направляющих 10 входят в отверстия прижимных кулачков / и 2, последние приходят в движение в поперечном направлении до соприкосновения с трубой . При дальнейшем движении направляющих планки 8 с прямоугольным отверстием надвигаются на скосы рычагов 9, заставляя их поворачиваться и сближать между собой опоры прижимных кулачков 5 и 6. Одновременное сближение этих опор и раздвижение под действием клипа разрезной рамки 3 заставляет стенки трубы вытягиваться, таким образом создается выступ - гофр. Точность изготовления гофрированной волноводной трубы с использованием разжимного пуансона соответствует требованиям 5-го класса. Лучшие, по сравнению с предыдущими, характеристики имеет способ изготовления гофрированных волноводных труб с зафиксированным обжатием гофра. Схема его дана на рис. 1.35, а, бив. При этом способе условия деформации стенок заготовки значительно легче. Поэтому растрескивание стенок в процессе гофрирования практически отсутствует. Срок службы гибких волноводов, гофрированные трубы которых получены зафиксированным обжатием гофров, на 15-20% выше, чем для других волноводов. Процесс гофрирования ведется в три этапа (рис. 1.35, а, бив). После каждого этапа проводят отжиг для снятия внутренних напряжений. Заготовку нагревают до 650- 680° С и выдерживают в течение 10 мин, затем охлаждают на воздухе, после окончательного гофрирования травят для удаления окисной пленки. Точность размеров гофрированных труб, полученных зафиксированным обжатием гофра, лежит в пределах 4-го класса. Недостаток способа - высокая трудоемкость. В табл. 1.12 и 1.13 приведены значения штучного времени для гофрирования разжимным пуансоном и зафиксированным обжатием гофра. При перечисленных способах гофрирования чистота внутренней поверхности волноводной трубы ухудшается на 1-2 класса по сравнению с исходной. Этот недостаток отсутствует при изготовлении гофрированной волноводной трубы последовательной вытяжкой с помощью резинового пуансона. При этом гофр образуется под действием равномерного давления резинового пуансона. Станок для получения гофрированных волноводных труб 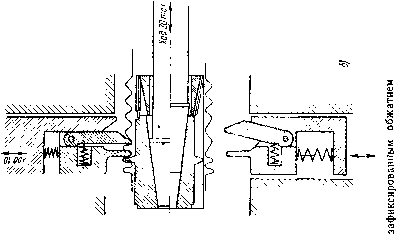 о а. 01 роу  ш о Е о. о [0] [1] [2] [3] [4] [5] [6] [ 7 ] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0111 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||