
|
|
|
Главная страница Изготовление элементов конструкций [0] [1] [2] [3] [4] [ 5 ] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] Для скручивания волноводных труб с размерами поперечного сечения менее 11X5,5 ни одни из рассмотренных способов не пригоден, так как не обеспечивает требуемой точности размеров поперечного сечения и чистоты токонесущей поверхности. Для этого случая скручивание ведется в приспособлении (рис. 1.21) с помощью жесткой калибрующей оправки. Конец заготовки / вводится в цангу 2, находящуюся в задней бабке 3, на глубину /, равную длине участка, не подвергающегося скручиванию. Для предохранения волноводной трубы от повреждения при сжатии цанги в нее вводится оправка 4. Поворотом гайки 5 конец заготовки / прочно за- 5 3 2 t 9 7! 6 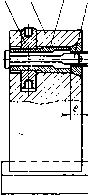 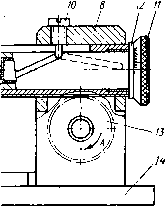 Рис. 1.21. Приспособление для скручивания волиоводов миллиметрового диапазона с применением жесткой калибрующей оправ- жимается в цанге 2. Затем пиноль 6 и шпиндель 7, расположенные в передней бабке 8, перемещаются влево в исходное положение таким образом, чтобы заготовка / вошла в окно шпинделя 7, а находящаяся в шпинделе оправка 9 вошла в полость заготовки. В этом положении торец шпинделя 7 должен упираться в торец задней бабки 5, с тем чтобы оправки 9 ц. 4 полностью перекрывали полость заготовки /. Предварительно оправка 4 устанавливается своим торцом заподлицо с торцом задней бабки, а оправка 9 заподлицо с торцом шпинделя 7. На шпинделе 7, который может вращаться в пииолн 6, имеется несколько наружных спиральных пазов. Шаг спирали равен Ah, где h - требуемая длина скрученного участка (при скручивании на 90°). В спиральный паз, служащий копиром, входит фиксатор 10, неподвижно укрепленный на корпусе передней бабки 8. Указатель угла скручивания - кольцо . Оно соединено со шпинделем 7, вращаемым вместе с ним относительно неподвижного, укрепленного на пиноли 6 кольца 12, и ставится в нулевое положение. При повороте шестерни 13, находящейся в зацеплении с рейкой, нарезанной на нижней стороне пиноли 6, последняя перемещается вправо в направлении стрелки Б. Вместе с пинолью поступательное движение совершает шпиндель 7, причем фиксатор 10, входящий в спиральный паз шпинделя, заставляет его одновременно вращаться относительно продольной оси. Вращаясь, шпиндель 7 осуществляет скручивание заготовки / на шаг, равный шагу спирального паза, в который в.ходит фиксатор 10. При отход-е шпинделя от задней бабки оправка 9 постепенно выходит из скручиваемой зоны, предохраняя от деформации участок волноводной трубы, находящийся внутри шпинделя. Приспособление установлено на основании 14. Момент окончания скручивания фиксируется указателем угла поворота. При этом риска па подвижном кольце должна совпадать с риской на кольце 12, смещенной относительно первой на 90° или на любой другой заданный угол скручивания. В зависимости от длины волноводной трубы и скручиваемого участка фиксатор 10 устанавливается в со-ответствуюпип"! паз шпинделя. Скручпвапис осуществляется с прнмепеннем смазки - животного жира или сурепного масла. Если выбор способов скручивания волноводных труб с размерами поперечного сечения более 72X34 и менее 11X5,5 однозначен, то для скручивания волноводных труб с размерами поперечносо сечения, лежащими в промежутке между указанными величинами, возможно варьирование применяемого заполнителя. Выбор типа заполнителя возможен па основе как достижимых точностных характеристик, так и экономического анализа. В табл. 1.7 и 1.8 приведены значения штучного времени скручивания при использовании различных .заполните-лей.
Таблица 1.8
§ 1.3. ИЗГОТОВЛЕНИЕ ВОЛНОВОДНЫХ ТРУБ ПЕРЕМЕННОГО СЕЧЕНИЯ В аппаратуре СВЧ часто используются волноводы с переменным по длине поперечным сечением. Обычно это трансформаторы волновы\, сопротивлений, которые применяются для согласования волноводов с различны- ми поперечными сечениями и волновыми сопротивлениями. Простейшие трансформаторы с плавно изменяющимися размерами поперечного сечения состоят из волноводной трубы и фланцев. Размеры и форма поперечного сечения волноводной трубы обеспечивают переход от одного поперечного сечения к другому. При этом согласовании переменными могут быть один или оба размера поперечного сечения волноводной трубы трансформатора (рис. 1.22). 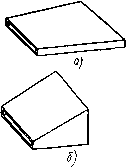 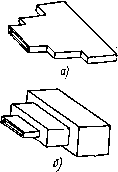 Рис. 1.22. Волноводные Рис. 1.23, Волноводные трубы с одним (о) и трубы со ступенчатым двумя (б) переменными изменением размеров по- размерами перечного сечения: а - переменен один размер поперечного сечения; б-переменны оба размера поперечного сечения Возможно согласование и с использованием ступенчатых четвертьволновых трансформаторов, при котором происходит ступенчатое изменение размеров поперечного сечения волноводной трубы. Переменными могут быть, как и в первом случае, один или оба размера поперечного сечения (рис. 1.23). При согласовании волноводов с различной формой поперечного сечения используются трансформаторы, у которых волновод плавно или ступенчато изменяет размеры и форму поперечного сечения. Примером этого служат широкополосные волноводно-коаксиальные переходы (рис. 1.24). Широкополосность такого перехода достигается за счет низкого волнового сопротивления П-образного волновода, которое может быть равным вол- новому сопротивлению стандартного коаксильного волновода. Клин, согласующий П-образный волновод с пр.ч-моугольным, выполняется плавной формы -с линейным или экспоненциальным законом изменения высоты, или ступенчатым - с различным законом изменения высоты ступенек. Наибольшую широкополосность при наименьших размерах перехода обеспечивает так называемый чебышевский ступенчатый клин. В таком клине длина и высота отдельных ступенек рассчитываются по полиномам Чебышева. 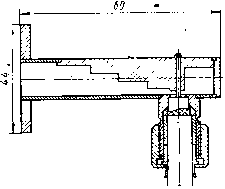 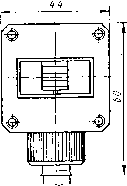 Рис. 1.24. Широкополосный волиоводно-коаксиальный переход Принята следующая классификация волноводных труб с переменным поперечным сечением: с одним переменным размером (переменной высотой или шири-поп); с двумя переменными размерами (переменной высотой и шириной); с переменной формой поперечного сечения. Волноводные трубы с одним переменным размером в условиях мелкосерийного производства изготовляют с помощью сварки или пайки. В качестве заготовки используют стандартные трубы прямоугольного поперечного сечения, у которых на расчетной длине удаляют соответствующие стенки. При изготовлении волноводных труб с переменной шириной у заготовки удаляют участки широких стенок, если переменна высота - участки узких стенок (рис. 1.25). Удаление участков стенок производят на фрезерном станке. Выступающие части стенок формуются на оправке в соответствии с требуемым законом изменения поперечного сечения. Оправка вы-  полняет роль матрицы, концы которой вводят в полость заготовки, базируя оправку (рис. 1.25,6). После формовки на обрабатываемый участок заготовки помещают накладки 2 (рис. 1.25,в), представляющие собой пластины толщиной, равной толщине стенок заготовки, с такой же чистотой поверхности и из того же материала. Накладки служат стенками участка волноводной трубы с переменным поперечным сечением. Соединение накладок с заготовкой осуществляется сваркой или пайкой на формующей оправке /. Способ соединения определяется конфигурацией шва, размерами сборочной единицы и требуемыми эксплуатационными характеристиками. В процессе пайки, сварки или при остывании волноводной трубы оправка препятствует деформации ее поперечного сечения. В табл. 1.9, 1.10 приведены значения штучного и неполного штучного времени на формовку стенок и пайку твердым припоем волноводных труб с одним переменным размером. Изменить один из размеров исходного прямоугольного поперечного сечения полости заготовки можно с помощью вкладышей (рис. 1.26), которые крепятся к Степкам заготовки винтами. Поверхность вкладышей, контактирующая с поверхностью заготовки, предварительно серебрится. После их установки и закрепления осуществляют пайку сборочной единицы в печах. Припоем служит гальванически осажденное серебро. Вкладыши изготовляются из того же материала, что и прямоугольная труба, фрезерованием. Если на минимальный размер поперечного сечения волноводной трубы заданы жесткие допуски (например, ±0,01 мм), которые 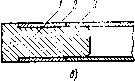 Рис. 1.25. Получение ступенчатого волновода методом пайки: а - форма исходной заготовки; б - формовка стенок заготовки; а - установка накладок иа заготовку: / - оправка: 2 - накладка; 5 - прямоугольная заготовка [0] [1] [2] [3] [4] [ 5 ] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0124 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||