
|
|
|
Главная страница Изготовление элементов конструкций [0] [1] [2] [3] [ 4 ] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] Таблица 1.3 Таблица 1.5 Штучное время для изгиба волноводных труб с заполнением пакетом стальных пластин
Таблица 1.4 Штучное время для изгиба волноводных труб с шарнирной калибрующей
Штучное время для изгиба волноводных труб с жесткой калибрующей оправкой
Таблица 1.6 Неполное штучное время для изгиба волноводных труб насечкой Угол изгиба, град, до Время на олин изгиб, мая 15 25 50 75 0,8 0,9 1,0 1,3 15 25 50 75 50 75 100 125 150 0,8 0,9 1.1 1.4 0.9 1,0 1,3 1,9 1,1 1,5 2,0 0,8 0,9 1.0 1,1 1.2 1,0 1.2 1.3 1.5 1,6 1.0 1,2 1,7 2.4 1,1 1.3 2.0 3,0 1,2 1,5 2,3 3,6 1,4 1.7 2,7 4,2 1,5 1,9 3,0 5,0 1,1 1,3 1,8 2,7 1,2 1,5 2,2 3,4 1,1 1,4 1,7 2,0 2,1 50 75 100 125 0,8 0,9 1.0 1.1 1,2 1,0 1.2 1,4 1,2 1,6 1,8 1.6 2,1 1,3 1.7 2,0 2,4 2,7 1,3 1,6 2,6 4,1 1,4 1,8 3,0 4,7 1.6 2,0 3,3 5,4 1,6 2,0 3,3 5,4 1,7 2,2 3,7 6,1 1,5 2,0 2,4 2,8 3,2 1.4 1,9 2,3 2.7 3,1 1.7 2,2 2.7 3.2 3.7 1.7 2.3 2.7 3,3 3.7 1,8 2.5 3,1 3,7 4,2 2,0 2,8 3,4 4,3 4,8 1,9 2.5 3,1 3.7 4,3 2.1 2,8 3.5 4,2 4,9 2,3 3,1 3,9 4,7 5.5 1,7 2,2 3,6 6,0 1,8 2,4 4,1 6,6 2,1 2,7 4,7 7,7 2,3 3,2 5,6 9,4 2,2 3,0 5,3 2,2 3,1 3,8 4,6 5,3 2.5 3,4 4.3 5.2 6.2 2.7 3,9 4.8 5,9 6,8 3,1 4.4 5.6 6,8 8.0 2,6 3.6 6,4 10. 2,7 3,7 6,9 11,1 3,0 4,2 7,5 5 12,8 3,3 4,6 5,9 7.2 3,8 5,5 6,9 8,3 9,9 3.7 5.3 6,8 8.3 9,9 4.3 6.2 8,0 9.8 11,7 Нормативы штучного времени, приведенного в таблицах, включают: основное и вспомогательное время, а также время обслуживания рабочего места, перерыв на отдых. Неполное штучное время имеет все элементы штучного времени, исключая вспомогательное время на установку, крепление и снятие детали. Уголковые изгибы получают пайкой, используя прямолинейную волноводную трубу прямоугольного поперечного сечения. Раскрой заготовок, который ведется фрезерованием, показан на рис. 1.4. Гибку заготовок осуществляют в гибочном приспособлении, фиксирующем положение заготовки. Для этого в полость трубы с обеих сторон вводятся металлические вкладыши, которые затем фиксируются. Остывание волноводной трубы после пайки происходит в том же приспособлении, это исключает возможность ее коробления. В условиях серийного производства уголковые и плавные изгибы получают литьем или используя гальванопластику. Подробно эти методы, их точностные и экономические характеристики рассмотрены в гл. 2. § 1.2. ИЗГОТОВЛЕНИЕ СКРУЧЕННЫХ ВОЛНОВОДНЫХ ТРУБ Скрученные волноводы используются для изменения направления поляризации волны Участок от начала  Рис. I.I8. Волноводная труба, скрученная на 90" скрутки до ее конца является областью распределенной неоднородности. Для лучшего согласования длина участка (рис. 1.18) должна быть равна длине волны в волноводе. Длины волн в скрученном и прямолинейном волноводах примерно равны, если размеры и форма пря-% моугольного и скрученного участков в любом попереч-h иом сечении,постоянны и одинаковы. При изготовлении скрученных труб кроме требуемо-: го угла скручивания заготовки необходимы постоянные 1 - внутренние размеры и чистота внутренней поверхности. Применяют скручивание с заполнением поло-сти заготовки. В качестве заполнителей используют-ся те же материалы, что и при г-ибке волноводов. 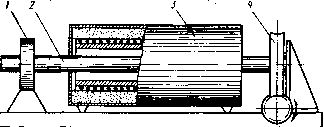 Рис. 1.19. Установка для скручивания волноводных труб в нагретом состоянии: /-неподвижный зажим; 2 - волноводная труба; 3 - муфельная печь; 4 - вращающийся зажим В зависимости от размеров поперечного сечения трубы применяются разные заполнители и технологические процессы скручивания. Волноводные трубы большой жесткости с размерами поперечного сечения более 72X34 скручивают в нагретом состоянии. Схема установки приведена на рис. 1.19. В качестве заполнителя применяют кварцевый песок, что приблизительно на один класс ухудшает чистоту внутренней поверхности волноводной трубы. Процесс скручивания состоит в следующем. Заготовку заполняют кварцевым песком, после чего ее концы закрывают заглушками, помещают в муфельную печь и выдерживают при 300-400° С в течение 25-30 мин. Один конец заготовки закреплен в неподвижном зажиме, второй - в подвижном, ось вращения которого совпадает с осью заготовки. Скручивание волноводной трубы на требуемый угол осуществляется с помощью червячной пары. Большое значение имеет постоянство температуры в зоне скручивания. Непостоянство температу- ры, вызванное повышенной теплоотдачей в краевых областях печи, ведет к неравномерному скручиванию, что учитывают при конструировании печи, предусматривая повышение температуры краевых областей при понижении в центральных. Это дает возможность обеспечивать точность внутренних размеров волноводной трубы в зоне скручивания в пределах ±0,1 мм. Волноводные трубы с поперечным сечением 72X34 или меньше можно скручивать в холодном состоянии. Для снятия внутренних напряжений перед скручиванием проводится отжиг. В качестве заполнителя наиболее распространены стальные пластины, располагаемые перпендикулярно к оси заготовки. Набранные в пакет пластины соединяются шпилькой и сжимаются вкладышами и гайками так, чтобы обеспечить возможность вращения пластин вокруг шпильки при скручивании. Собранный пакет шлифуется с четырех сторон, обильно смазывается и помещается в волноводную трубу. Между пакетом и стенками волноводной трубы прокладывается медная или латунная фольга толщиной 0,2 мм для предохранения токонесущей поверхности от царапин при скручивании, установке и извлечении пакета. Скручивание ведется в приспособлении (рис. 1.20), которое обеспечивает жесткое закрепление одного конца волноводной трубы и поворот другого ее конца па требуемый угол. Хорошие результаты дает замена стальных пластин гетинаксовыми. При этом чистота внутренней поверхности волноводной трубы в области скрутки остается такой же, что и в прямолинейной части. Если рассматривать скручиваемую волноводную трубу как жесткую балку, что несколько завышает требуемое усилие, то момент кручения для нее M„p = (l )/Gpbla,, где f- угол скручивания; - модуль упру- гости второго рода (для латуни 1-1,2-10 кг/см): (i - коэффициент Пуассона (0,25-0,35); / - длина скручиваемого участка; ai й bi - внешние размеры поперечного сечепия волноводпой трубы; р - коэффици- ент, зависящий от соотношения сторон (при а/6 = 2, р=0,229). Для червячной передачи окружное усилие червяка i\dn где q - относительный диаметр червяка; та - осевой модуль; Т1 - к.п.д. червячной передачи; п - число оборотов червяка в минуту. Требуемое для скручивания усилие определяется из: Ph = МкрС?, где Р - требуемое усилие; h - плечо усилия, приложенного к червяку. 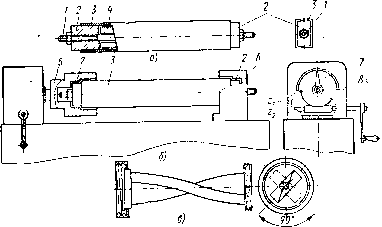 Рис. 1.20. Приспособление для скручивания волноводов в холодном состоянии; а-заготовка, заполненная пластинами; б - схема стайка для скручивания; в-скпученньй волновод: /-шпилька; 2-вкладыши; 3 - заготовка; 4-пластины 5-патрон; «-зажимное устройство; 7 - указатель угла скручивания; 8 -червячная передача Для волноводных труб с размерами поперечного сечения 23X10 усилие скручивания лежит в пределах 30-40 кГ. После скручивания удаляется шпилька и пластины извлекаются из полости волноводной трубы. 2-3867 [0] [1] [2] [3] [ 4 ] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0191 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||