
|
|
|
Главная страница Изготовление элементов конструкций [0] [1] [2] [ 3 ] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] шатуна 20. Длина шатуна регулируется ввинчиванием или вывинчиванием его из шаровой гайки ползуна 19. Шаровая гайка связана с червячным колесом. Вращение от рукоятки маховика 21 передается червяку 22, от него - червячному колесу, и через него шаровой гайке. Для ускоренного отвода . или подвода каретки П к ножам имеется второй вспомогательный электродви- 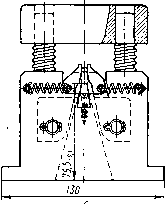 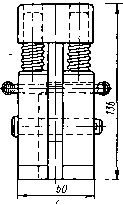 Рис. 1.14. Головка для гибки насечкой (к стайку рис. 1.13) гатель 23, приводящий в движение каретку П, когда муфта 13 передвинута вправо. В этом случае движение через цепную передачу 24, муфту 13, цепную передачу 15 передается винту 16, а от него - каретке /7. В этот момент двигатель / работает вхолостую. Отвод и подвод каретки П можно осуществлять вручную поворотом маховика 26. Движение от маховика 26 передается ходовому винту 16 через пару конических колес 25, муфту 13 и цепную передачу /5. В этом случае оба двигателя выключены. С помощью станка осуществляют изгиб волноводной трубы в и Я-плоскостях. В связи с этим в комплект станка входят две гибочных головки (рис. 1.14). Радиус гибки регулируется шагом насечки и глубиной врезания лезвий чекана. Эта глубина может изменяться в относительно узких пределах (до 0,3 толщины стенки волновода), что необходимо для сохранения механической прочности волновода и геометрии его поло-  •ЗйЯ! В месте изгиба. Величину шага можно найти ана-4штически. V Для получения заданного радиуса изгиба требуется >!1ределенное удлинение верхней стенки заготовки. Уд-.йинение, даваемое одной насечкой (рис. 1.15, а), .4 A/«S/tga. - ?де. S - глубина врезания; а - угол при вершине лез- - адя чекана. 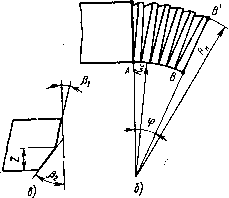 Рис. 1.15. Схема к расчету числа иасечек (а, б) и геометрия режущей кромки бокового чекаиа (в) Требуемое удлинение верхней стенки (рис. 1.15) ble /?н -заданный радиус кривизны верхней стенки; °нс - радиус кривизны нижней стенки; / - угол изгиба. Учитывая, что ?нс=?н-при гибке по узкой стенке по широкой стенке А- = fbi, где йи Ь\ - внешние размеры волновода. Отсюда необходимое число насечек При гибке п = MJM. по узкой стенке На- , по широкой стенке fb\ tg g Тогда шаг насечки Из выражений для Па и пъ tb = Ь\ tga a, tg a Данный расчет справедлив при >1,2А/. Как правило, снимаются графики зависимости Явс=!{5, п) и по ним выбираются оптимальные значения 5 и п. На рис. 1.16, а приведен такой график для волновода 23X10 и подачи трубы 0,8 мм/удар. Оптимальный угол заточки чекана «=78-80°. При меньших углах значительно падает удлинение верхней стенки At, при больших - возрастает усилие насечки и становятся более значительными деформации поперечного сечения. Шаг подачи целесообразно выбирать не менее 0,2 мм. Уменьшение его против указанной величины дает незна- чительное уменьшение радиуса гибки за счет перераспределения металла в насечках (рис. 1.16,6). Уменьшения требуемой глубины насечки при неизменном радиусе гибки и шаге насечки можно достигнуть при использовании боковых чеканов с конфигурацией режущей кромки показанной на рис. 1,15, в. Для него tg Pi = 0,5 i при б = 1,5 мм; tg Pi = 0,4 i при б = 1 мм; tgpi=l,6/ft при б = 1,5 - 1 мм, где h - внешний размер боковой стенки волновода; б - толщина стенки. Достоинством гибки насечкой является высокая производительность, возможность перестройки на различные радиусы гибки и широкий диапазон размеров волноводов. Недостатки способа: относительно высокая стоимость оборудования, изме- 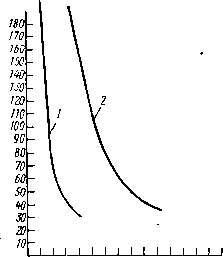 0,10 аз 0,i 0.5 0,6 0,7 lis 0,9 1 1,1 ЦЩЧ а) S.MM SO О ММ 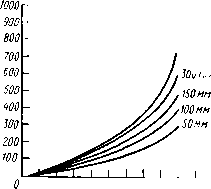 Ц1 0,2 0,5 0, 0,5 0,6 0,7 0,8 0,9 1 Подача, мм 5) Рис. 1.16. Зависимость радиуса кривизны нижней стенки: а - от глубины врезания (S) при гибке волновода сечеинем 23X10 мм; б - от подачи для волноводов с различным периметром (Р); / - гибка по широкой стенке; 2 - гибка по узкой стеике нение, структуры металла в области насечки, вызывающее рост его удельного сопротивления, ухудшение микро-и макрогеометрии в зоне гибки, уменьшение механической прочности волноводной трубы. При гибке способом насечки обеспечивается допуск на внутренние.размеры волноводной трубы ±0,1 мм. 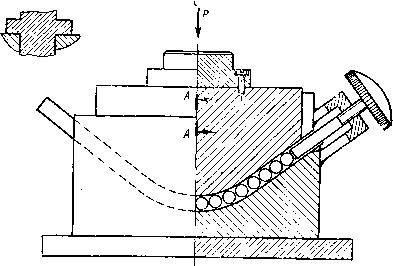 Рис. 1.17. Винтовое приспособление для калибровки изогнутых волиоводов с помощью роликов Повышение точности размеров канала волновода в области изгиба после гибки можно достигнуть путем дополнительной его калибровки, -применяемой для всех способов гибки. Изогнутая волноводная труба, обезжиренная н отожженная, помещается в приспособление, фиксирующее ее положение. Через нее проталкиваются калибровочные ролики. Обычно используется 30-50 роликов переменного диаметра. Наименьший ролик на 0,2-0,3 мм меньше окончательных размеров волновода. Каждый из последующих на 0,01 мм больше предыдущего. Последние 10 роликов имеют одинаковые размеры, соответствующие номинальным размерам неизогнутой части канала волновода. При проталкивании сквозь волноводную трубу ролики осаживают металл стенок Щ сглаживают неровности токонесущей поверхности. Ка-1бровочные ролики проталкиваются с помощью фрик-юнного пресса или винтового приспособления Цряс. 1.17). Калибровка сопряжена с наклепом внутрен-"ей проводящей поверхности. Для выбора способа гибки, кроме точностных ха-»актеристик, необходим анализ его экономических показателей для конкретных условий производства. Учитывая, что производительность процесса определяется количеством деталей, изготовляемых за единицу Ьремени Ifee Q - производительность; Ф - фонд рабочего вре-1ени; ЕГшт - штучное время. По данным табл. 1.2, 1.3, 1.4, 1.5, 1.6 можно сравнить даоизводительность процессов гибки с заполнением раз-ичными заполнителями и без них. Таблица!.2 ----- Штучное время для нзгнба волноводных труб с заполнение легкоплавкими наполнителями
[0] [1] [2] [ 3 ] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0132 |
||||||||||||||||||||||||||||||||||||||||||