
|
|
|
Главная страница Изготовление элементов конструкций [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [ 31 ] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 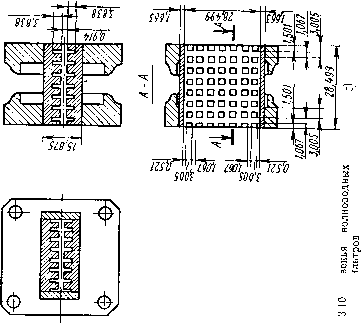 ГО .Q. 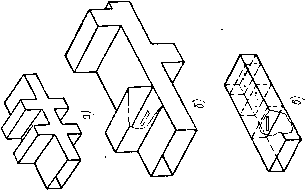 С ПЛОСКОСТЬЮ присоединения к основному волноводу. Конструктивно полые резонаторы располагаются на одной или на противоположны.х стенках основного волновода. 3. Резонаторы, образованные в основном волноводе двумя плоскими неоднородно- стями, расположенными на определенном расстоянии друг от друга. В качестве неоднородностей используются волноводные диафрагмы (рис. 3.10, в). 4. Волноводы, имеющие на внутренней поверхности широких стенок выступы, расположенные друг от друга на определенном расстоянии (рис. 3.10,г). Волноводные диафрагмы, использующиеся в фильтрах, представляют собой тонкие (0,2-0,4 мм) металлические пластины с отверстием (рис. 3.11) или металлические стержни (рис. 3.12). Диафрагмы изготовляются из того же металла, что и корпус волноводного фильтра, чтобы избежать их коробления из-за разных ТКЛР. Рассмотрим технологию типовых KOHCTpyKifnft звеньев волноводных фильтров. Она заключается в изготовлении корпуса волноводного фильтра; установке волноводных диафрагм; получении выступов заданной конфигурации на внутренней поверхности широких стенок волноводной трубы. При изготовлении корпусов волноводных фильтров сборной конструкции на основе стандартных труб прямоугольного поперечного сечения технологический процесс предусматривает обработку волноводной трубы для создания в ее стенках окна, а на кониах - посадочных Рнс. 3.11. Типы волноводных диафрагм Рис. 3.12. Стержневая волноводная диафрагма мест под фланцы; получение отрезков труб прямоугольного поперечного сечения, сборку их с волноводной трубой (рис. 3.13); установку заглушек на открытые концы отрезков труб, постановку фланцев и пайку. В том процессе специфично лишь получение окон в стенках волноводной трубы. Если окно вскрывает торцы боковых стенок волноводной трубы, то для его получения используется фрезерование. В остальных случаях применяется штамповка, при которой матрица вводится в канал за- 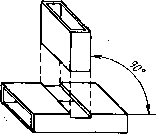 Рис. 3.13. Сборка отрезка трубы прямоугольного поперечного сечения, с волноводной трубой Рпс. 3.14. Установка толстой диафрагмы в канал волновода ГОТОВКИ, в зависимости от требуемого усилия используются штампы с консольной матрицей (малые усилия) или с плавающей матрицей (большие усилия). Методика расчета рабочих размеров пуансона и матрицы и определение необходимого усилия вырубки те же, что и для листового материала. Точность размеров отверстий в диафрагмах должна соответствовать требованиям 3-4-го классов. Жесткие допуски наразмеры заставляют использовать для получения отверстий в диафрагмах прецизионную электроискровую обработку (см. § 3.2). Вначале пластина диафрагмы вырубается по внешнему контуру, по которому и ведется базировка при получении отверстия. Процесс установки волноводных диафрагм в волноводной трубе должен обеспечивать перпендикулярность плоскости диафрагмы оси волновода, ее плоскостность, 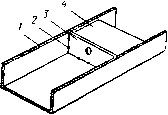 соосность отверстий диафрагм и качественный электрический контакт диафрагм со стенками волновода. Для толстых диафрагм (~0,4 мм) в противоположных стенках волновода выполняются методом фрезерования /дели, ширина которых равна толщине диафрагмы плюс удвоенный зазор под пайку. Токонесущие поверхности волноводного корпуса и диафрагмы серебрятся. После чего диафрагма устанавливается в пазы (рис. 3.14). Для соосности отверстий в диафрагмах и . заданного их расположения в волновод вводится оправка, профилированная по форме отверстий. Ее длина на 40-50 мм превышает длину волновода. Оправка базируется относительно канала волновода. Затем торцы диафрагм, находящиеся в щелях, пропаиваются и оправка извлекается. Для установки диафрагм толщиной ~0,2 мм одна пз стенок волноводной трубы удаляется. Диафрагмы устанавливаются в канал по оправкам и фиксируются точечной сваркой (рис. 3.15). Последующая пайка удаленной стенки и диафрагм к стенкам волноводного корпуса ведется в печах за счет серебра, осажденного на поверхность диафрагм и токонесущие поверхности волноводного корпуса. Наиболее технологичны стержневые диафрагмы, изготовляемые из калиброванной серебреной латунной проволоки. Для установки стержневых диафрагм в стенках волноводного корпуса по кондуктору сверлятся установочные отверстия. Стержни закрепляются пайкой. Звенья волноводных фильтров, представляющие со-- бой волноводы с выступами на широких стенках, делаются сборными (см. рис. 3.10,г). Вначале в металлических пластинах, которые предназначены для широких стенок волновода, получают пазы требуемой конфигурации. Затем волновод паяется твердым припоем. При прямоугольных выступах пазы получают фрезерованием. Для получения цилиндрических выступов используют электроискровую обработку. При этом электрод пред- Рис. 3.15. Установка тонкой диафрагмы в канал волновода: 1 - вскрытая волноводная труба; 2 - места точечной сварки; 3 - диафрагма; 4 - оправка ставляет собой пластину с отверстиями, которые соответствуют по форме и расположению выступам на поверхности широкой стенки. Чтобы избежать появления радиусов скругления в основании выступов, вначале ведется черновая обработка на жестких, затем - чистовая на мягких режимах. Получаемая точность размеров 0,04-0,06 мм, шероховатость до V 8. Жесткие допуски на размеры выступов требуют проведения чистовой обработки импульсами гребенчатой формы, что резко снижает износ инструмента. Радиальное расстояние в зависимости от режима обработки приведено в табл. 3.7. Таблица 3.7
Примечание. Толщина пластины электрод-инструмеита должна быть в 2-3 раза больше высоты получаемых выступов. По своей конструкции волноводные фильтры на основе круглых волноводов разнообразны. Рассмотрим гофрированный волновод (рис. 3.16,а); волновод, состоящий из металлических колец, разделенных диэлектриком (рис. 3.16,6), и волновод в виде спирали из тонкой проволоки (рис. 3.16,в). Все перечисленные конструкции являются периодическими. Они позволяют передавать широкую полосу частот, если в них не возникает резонансных явлений, т. е. если расстояние между двумя последовательными неоднородностями остается всегда меньше половины -длины волны для наибольшей передаваемой частоты. Круглыйгоф-р и р о в а н н ы й волновод состоит из гофрированной волноводной трубы круглого поперечного сечения с присоединительными фланцами на концах. В качестве исходной заготовки при изготовлении круглых гофрированных волноводных труб используют стандартные тянутые трубы с толщиной стенок 0,1-0,5 мм (рис. 3.17). В качестве конструктивного материала применяются полутомпак (Л80) и бериллие-вая бронза, закаленная в воде при 780° С. Широко распространен гидравлический метод, обеспечивающий неизменность чистоты токонесущей поверхности волноводной трубы по сравнению с исходной заготовкой, стабильность геометрических и механических свойств гофров, высокопроизводительный и поддающийся механизации. Заготовка, диаметр которой равен минимальному диаметру гофрированного волновода, по- 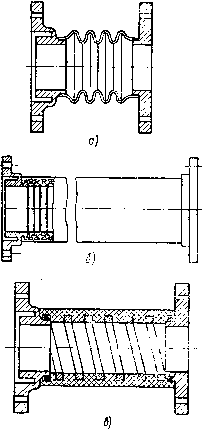 Рис. 3.16. Волноводные фильтры на основе круглых волноводов: а - с Гофрированными стенками; б - из металлических и диэлектрических колец; а - в виде спирали [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [ 31 ] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0089 |
|||||||||||||||||||||||||||||||||||||