
|
|
|
Главная страница Изготовление элементов конструкций [0] [1] [ 2 ] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] Несмотря на изменение внешних размеров волновода, внутренние его размеры остаются стабильными благодаря шарнирной оправке. Они могут быть выполнены с точностью ±0,05 при чистоте токонесущей поверхности в пределах 9-10 классов. f->-- 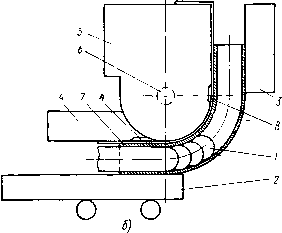 Рис. 1.9. Схема гибки с шарнирной оправкой: а - исходное положение; б - положение в конце гибки При гибке волноводов с. малыми радиусами внешняя стенка подвергается сильному растяжению. Это может вызвать образование трещин в стенке волновода и даже ее разрушение. Для уменьшения растягивающих напряжений к концу волновода прикладывается сжимающее усилие, которое смещает нейтральную ось к внешней, относительно изгиба, стенке волновода и способствует сохранению волноводом механической прочности. На рис. 1.10, а и б даны кривые, характеризующие зависимость максимального изменения толщины внутренней и наружной стенок волноводной трубы от радиуса гибки. Они построены для случая, когда нейтральная ось совпадает с осью изогнутого волновода. Из Sg, ММ S„,MM Ss,MM 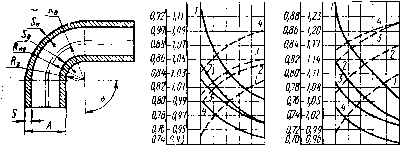 9 12 15 18 21 ?4 о) Лг,л»м 9 12 15 18 212* 5) гЛ Рис. 1Л0. Зависимость максимального изменения толщины внутренней (Sb) н наружной (Sh) стенок волноводной трубы в зоне гибки от радиуса гибки (толщина стенок исходных заготовок 5=0,9 мм): а -гибка в плоскости Е; б - гибка в плоскости Я: / - сечение 11X5.5 мм; 2 -сеченне 7,2x3,4 мм; 3 - сеченне 5.2x2.6 мм; 4 - сечение 3,6x1.8 мм графиков видно, что с изменением радиуса и плоскости изгиба условия гибки для различных сечений меняются по-разному. Наибольшие изменения появляются в случае изгиба сечений 7,2X3,4 и 11X5,5 мм в плоскости Я с малыми радиусами, когда относительное изменение толщины стенок достигает 20-40%; и наоборот, с увеличением радиуса гибки или уменьшением размеров поперечного сечения величины относительных деформаций уменьшаются. Точность размеров канала волновода и чистота его токонесущей поверхности определяются качеством шарнирной оправки. Оптимальное положение оправки отно- сительно зоны изгиб ЗА287. Определястел ; tcncpn Оправка состоит из жесткой шейки и гибкой секции, которая набрана из роликов, соединенных стальным тросиком. Количество звеньев, 15-25. Чистота их поверхности должна быть не ниже 11-го класса. В качестве материала для них используются стали У12 или 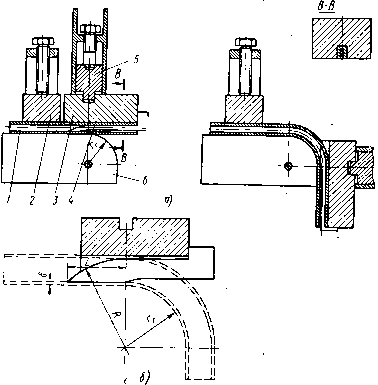 Рис. 1.11. Схема гибки с применением жестких калибрующих оправок: а - положение оправкн в начале и конце гибки; б - калибрующая оправка ХВГ с последующей термообработкой до HRC 58-60. Хромирование недопустимо, так как оно может вызвать налипание металла стенок волноводной трубы на оправку, а это ведет к появлению рисок на токонесущей поверхности. Область применения шарнирных оправок ограничи-ется сложностью изготовления и малой механической чностью при малых размерах. ; Для гибки волноводных труб с размерами 5,2X2,6 3,6X1,8 используется гибка с применением жестких Щиибруюищх оправок. Щ Заготовка 1 (рис. 1.11, а) помещается на шаблон 6, орма которого соответствует требуемому радиусу гибки. Прижим 2 фиксирует положение неподвижного кон-трубы. На подвижный конец заготовки помещается короб-=,чатый фиксатор 3, охватывающий верхнюю, и боковые йенки трубы. В трубу вводится калибрующая оправ-Шл 4, сцепленная с подвижным фиксатором 3. Гибка осуществляется поворотом рычага 5. При этом фикса-"Кф перемещается относительно неподвижно закрепленной заготовки таким образом, что в процессе гибки зона деформации снаружи ограничена стенками фиксатора, а внутри - оправкой. Геометрия калибрующей оправки показана на рис. 1.11,6. Размеры ее можно найти из следующих выражений: при гибке в плоскости Е R = r, + b + b; L = y26(rr + 6)+62; при гибке в плоскости Н R = r,+ b + a; L = y2a(rr + 6) + a2, где б - толщина стенок волновода; а \а b - внутренние размеры сечения волновода; Гг - радиус гибки (шаблона). Применение гибки с калибрующей оправкой позволяет обеспечить точность внутренних размеров в пределах ±0,05 мм. ДЛя гиб™ без заполнения полости используется способ насечки. При этом изгиб происходит в результате пластической деформации внешних слоев металла стенок волноводной трубы. Этот способ заключается в том, что изгибаемая заготовка периодически передвигается на шаг t в специальном гибочном станке. В момент остановки происходит удар лезвиями чеканов по верхней и боковым поверхностям заготовки (рис. 1.12). Верхний чекан имеет горизонтально расположенную рабочую кромку и врезается на одинаковую глубину S по всей ширине верхней стенки. Два боковых чекана имеют кромки, расходящиеся под некоторым углом, и в момент удара врезаются в боковые стенки на глубину, равную глубине врезания верхнего чекана, в нижней части они не касаются боковых стенок заготовки. ii W Ы U И! 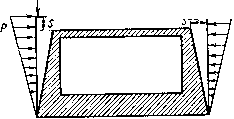  Рис. 1.12. Схема деформаций при .гибке волноводной трубы насечкой В результате происходит удлинение верхней и боковых стенок заготовки - минимальное и постоянное для верхней стенки у, переменное для боковых, и заготовка изгибается в сторону нижней стенки. Неравномерное удлинение боковых стенок необходимо чтобы избежать образования на них гофров. Гибка насечкой характеризуется высокой производительностью и может быть использована для обработки заготовок с различными размерами поперечного сечения (от 11X5,5 до 248X124 мм). Кинематическая схема станка для гибки волноводов насечкой приведена на рис. 1.13. Работает станок следующим образом. Вращение от главного электродвигателя / передается через клиноре-менную передачу 2 на вал 3, на котором находятся эксцентрики 4 п 5. Движение, снятое с эксцентрика 4, при помощи системы рычагов 6, 7, 8 передается на собач- ку 9 и далее храповому колесу 10. Вал , на котором сидит храповое колесо 10, через коническую пару 12, муфту 13 (если она специальной рукояткой фиксатора М сдвинута влево) и цепную передачу 15 приводит во Вращение ходовой винт 16, по которому поступательно , .перемещается каретка 17. Она представляет собой гайку, двигающуюся по прямолинейным направляющим. 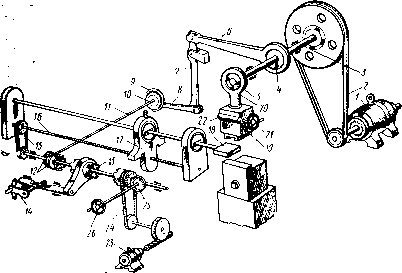 Рис. 1.13. Кинематическая схема станка для гибки насечкой В прямоугольном окне каретки закрепляется труба . (волновод), надетая на оправку (сухарь) 18. Движущаяся каретка осуществляет подачу трубы под ножи. Одновременно с этим вращение с вала 3 передается на „эксцентрик 5. Затем вращение с эксцентрика 5 преобразуется в поступательное движение ползуна 19, в ко-• тором укреплен верхний нож, деформирующий поверхность трубы. Этот нож своими клиньями нажимает на Нижние (боковые) ножи, деформирующие боковую по-\ верхность трубы. Под действием удара ножей удлиняются верхняя и боковые грани трубы. Радиус изгиба трубы зависит от глубины врезания ножей и расстояния между насечками. Глубина врезания регулируется изменением длины [0] [1] [ 2 ] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0131 |