
|
|
|
Главная страница Изготовление элементов конструкций [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [ 14 ] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] Глава 2 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ И ОТДЕЛКИ КОРПУСОВ ВОЛНОВОДНЫХ УСТРОЙСТВ в зависимости от конструкции корпуса волноводных устройств могут быть сборными или цельными. Для их* изготовления применяются следующие методы: 1) пайка и сварка с использованием в качестве исходных заготовок предварительно обработанных волноводных труб; 2) точное литье; 3) холодное выдавливание; 4) наращивание металла; 5) комбинированные способы формообразования. Изготовление корпусов волноводных устройств этими методами имеет некоторые особенности, которые будут рассмотрены далее. § 2.1. ИЗГОТОВЛЕНИЕ КОРПУСОВ ПАЙКОЙ И СВАРКОЙ В качестве заготовок для корпусов волноводных устройств, изготовляемых пайкой и сваркой, используются предварительно обработанные волноводные трубы. Технологический процесс изготовления корпусов начинается с обработки волноводных труб (гл. 1), В зависимости от материала труб выбирают способы, режимы пайки и составы применяемых припоев. Для сборочных единиц из латунных волноводных труб пайку ведут с использованием твердых припоев типа ПСр. Они имеют высокую механическую прочность, низкое удельное сопротивление, устойчивы к воздействию окружающей среды. Прочность соединения латунных деталей при at 1 пайке серебряным припоем достаточно высока. Для латуни Л62, паяной припоем ПСр45, предел прочности при соединении встык составляет 28-34 kFImm, при пайке внахлестку- 17-33 кГ/мм. В табл. 2.1. приведены составы наиболее употребляемых для пайки латунных волноводных сборочных единиц серебряных припоев и их характеристики. На механическую прочность паяного соединения влияет зазор между паяемыми деталями, величина которого определяет толщину слоя припоя в шве. Зазор должен легко заполняться припоем и удерживать его благодаря капиллярному натяжению. Оптимальный размер зазора зависит от свойств припоя и состояния поверхности соединяемых деталей. При отклонении размеров зазора от оптимальной величины прочность паяных соединений уменьшается. На рис. 2.1 дана кривая, характеризующая зависимость механической прочности паяного соединения латунных деталей от величины зазора при их пайке серебряными припоями. При этом в качестве флюса используют буру или смесь 80- 90% буры с 10-20% хлористого цинка. После пайки флюс удаляют, промывая сборочную единицу в горячей воде волосяными щетками. Мягкие припои редко используются для пайки латун-
«3 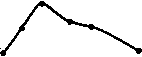 НЫХ волноводных сборочных единиц из-за низкой устойчивости их к воздействию окружающей среды, низкой механической прочности, низкого предела усталости при статических нагрузках и отрицательных температурах. Наиболее часто применяются мягкие припои вместе с твердыми при ступенчатой пайке волноводной сборочной единицы. Зона пайки нагревается горелкой, в печах, индукционным JQQr- способом или В ЖИД- КИХ средах. Припой вводится в зону пайки после ее нагрева или предварительно укладывается на место пайки. Пайка горелкой ведет к короблению волноводной сборочной единицы и может быть рекомендована только для мелкосерийного производства. Она требует дополнительной рихтовки, припиловки и зачистки, имеет низкую производительность и невысокое качество шва. При пайке горелкой волноводная сборочная единица собирается на фиксирующем приспособлении, скрепляется в отдельных точках сваркой, затем снимается с приспособления и пропаивается. Индукционная пайка используется в основном для соединения волноводной трубы с фланцем. Пайка в печах с защитно-восстановительной атмосферой позволяет уменьшить деформацию спаиваемых деталей и паять сразу несколько швов. Процесс ведется в такой последовательности. Отожженные и тщательно обезжиренные детали волноводной сборочной единицы собираются на оправках, их взаимно фиксируют приспособлениями из нержавеющей стали Х18Н9Т, чтобы избежать припаивания приспособлений к деталям волноводной сборочной единицы. Припой-накладывается на 50 100 Ветчина зазора , Рис. 2.1. Зависимость механической прочности паяного соединения латунных деталей при их пайке серебряными припоями от величины зазора места пайки в виде проволоки диаметром 0,3-1,2 мм или фольги толщиной 0,05-0,1 мм, после чего сборка помещается в печь, нагретую до температуры 790- 800° С, которую зтем поднимают до рабочей. Время выдержки в печи зависит от размеров и веса сборочной единицы и приспособления. Если вес сборочной единицы и приспособления не превышает 1 кГ, то время выдержки составляет 7-f-- 12 .иым; при весе-1-3 кГ время выдержки 12---Ь20 мин. Остывание сборочной единицы до 100-f-150°C ведется в защитно-восстановительной среде. Недостатками способа являются высокая стоимость оборудования и относительно низкая производительность. . При пайке латунных волноводных сборочных единиц в расплаве солей (в соляных ваннах) сборочная единица подготавливается так же, как и при пайке в печах с защитно-восстановительной атмосферой. Фиксирующее приспособление с закрепленными на нем деталями тщательно просушивается и помещается на 4-6 мин в расплав солей, который выполняет функции активного флюса, защитной среды и теплоносителя. В табл. 2.2 приведены составы различных ванн и их рабочие температуры. Таблица 2.2 Химический состав, % Температура, °С
Состав солей выбирается в зависимости от температуры плавления применяемого припоя. Обычно режим пайки задается на 80-100° С выше температуры плавления припоя. Для улучшения пайки детали предварительно нагревают до 300-350° С. Хорошие результаты дает предварительное серебрение мест, подлежащих пайке. Высокое качество пайки достигается при использовании припоев ПСр40-КН и ПСр48 (табл. 2.2). Преимущество этого способа в том, что он не требует дополнительного оборудования для создания восстановительной или нейтральной среды. Его достоинства: 1) возможность пайки сложных сборочных единиц при близком расположении швов; 2) высокая производительность; 3) точность регулировки температуры (± 5° С) и ее постоянство. К недостаткам относятся: 1) относительно низкий к.п.д. ванны; 2) опасность выброса в случае погружения влажных сборочных единиц; 3) необходимость работы под вытяжкой. Способ пайки выбирают с учетом масштаба производства волноводных сборочных единиц, степени его оснащенности современным оборудованием, а также особенностей конструкции волноводных корпусов, подлежащих пайке. Волноводные сборочные единицы из алюминия и его сплавов получают как сваркой, так и пайкой. При этом трудность связана с природой окисной пленки, образующейся на поверхности деталей. Эта пленка имеет очень высокую температуру плавления (выше 2000° С) и значительную толщину, в десятки раз превышающую толщину пленки на других металлах. Окисел алюминия (АЬОз) образуется на поверхности в виде плотной пленки, которая препятствует сплавлению соединяемых кромок металла. При обычной температуре удаление окисной пленки сопровождается быстрым ее восстановлением, при повышенной-скорость образования пленки увеличивается в десятки раз. Способы удаления окисной пленки -механический, химический, электролитический, кавитационный и т. д. Качество соединений зависит от того, как подготовлена поверхность под сварку и пайку. Для получения качественной структуры сварного шва в алюминиевых сплавах необходимо: защитить от влияния атмосферы и ограничить перегрев жидкого металла, чтобы избежать повышенного поглощения газов; максимально сократить время пребывания сварочной ванны в жидком состоянии; обеспечить быстрый переход из жидкого состояния в твердое для получения благоприятной дендритной структуры и малых местных напряжений. [Все это можно обеспечить, используя сосредоточенные источники тепла большой интенсивности (например, аргонодуговая сварка), позволяющие вести сварку с повышенной скоростью. При подготовке волноводов под аргонодуговую сварку все детали и присадочная проволока должны быть обезжирены в бензине или ацетоне. Снятие окисной пленки выполняется механическим или химическим способом. Механическую зачистку производят стальной щеткой, шабером или напильником. При химической очистке детали и присадка подвергаются травлению в 5-8%-ном растворе едкого натра при 50-60°С в течение 15-20 сек, затем промывают в горячей проточной воде и осветляют в 30%-ном растворе азотной кислоты. После осветления детали и присадочную проволоку промывают в холодной, а затем в горячей проточной воде 0,5-1 мин и сушат при температуре 100-120° С. Подготовленные детали собирают в сборочные единицы на специальных приспособлениях. Зазоры между свариваемыми кромками не должны превышать 0,1 - 0,15 от меньшей толщины свариваемых деталей. Во избежание прожогов и вздутий на внутренних поверхностях волноводных труб, сварку выполняют на стальных оправках. Фиксируют соединяемые волноводные трубы и детали сборочных единиц друг относительно друга. Для защиты сварочной ванны применяется аргон состава «А» (ГОСТ 10157-62). Его расход 4-5 литров в минуту. Чистота газа является одним из основных условий качественной сварки. Примесей допускается не более: кислорода - 0,03-0,05%, азота - 0,2-0,25% • Наличие влаги в аргоне даже в небольшом количестве делает сварку невозможной. Дуга становится неустойчивой, происходит сильное разбрызгивание металла, шов получается пористый и грязный, ванна покрывается черным налетом. Сварку ведут неплавящимся электродом из латунированного вольфрама марки ВЛ-10 (ТУ 24-5-62) диаметром 1,2-2 мм. Аргонодуговую сварку волноводных сборочных единиц выполняют с максимальной скоростью, не допуская перегрева металла шва и кипения ванны, иначе могут [0] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [ 14 ] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0128 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||