
|
|
|
Главная страница Изготовление элементов конструкций [ 0 ] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] Изготовление элементов конструкций ИЗГОТОВЛЕНИЕ ВОЛНОВОДНЫХ ТРУБ ПРЯМОУГОЛЬНОГО и КРУГЛОГО ПОПЕРЕЧНЫХ СЕЧЕНИЙ Волноводы представляют собой простейшие сборочные единицы устройств СВЧ (рис. 1.1). Полые волноводы состоят из трубы прямоугольного или круглого поперечного сечения, имеющей проводящую внутреннюю поверхность (собственно волновода), и присоединительных фланцев. В зависимости от конструктивных требований и назначения волноводные трубы бывают прямолинейными, изогнутыми, скрученными и могут иметь переменное по длине сечение, гофрированные стенки и т. д. На рис. 1.2 дана классификация волноводных труб и фланцев по технологическим признакам. Если прямолинейные волноводы выполнены на основе стандартных труб прямоугольного (ЦМТУ 4843-57) поперечного сечения сборкой их отрезков с фланцами, то для производства остальных типов волноводов используются специфические технологические процессы, характерные для изготовления деталей волноводных сборочных единиц. § 1.1. ИЗГОТОвЛЕНИЕ ИЗОГНУТЫХ ВОЛНОВОДНЫХ ТРУБ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ Прямоугольные волноводы могут быть изогнуты по узкой и широкой стенкам. В первом случае изменяется направление вектора Н njm неизменном направлении вектора Е, во втором - направление вектора Е. Поэтому различают изгибы в Я- и Я-плоскостях. В местах изгибов волновода возникают неоднородности, вызывающие отражения энергии колебаний СВЧ. Эти неоднород- 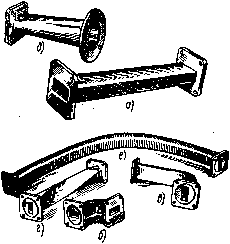 Рис. il.l. Различные типы волноводов: а - прямолинейный: б. в - изогнутые: г - скрученный; д - волновод с переменным поперечным сечением; е - гибкий волновод Дета/iu Пртолинейная Шноводная mpgSa 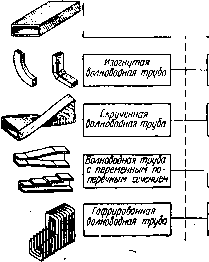 Сборочные единицы [ Детали I Прятлинеиный SomoM Изогнутый Волновой Волновое с пенным nor, ным сечением Гибкий . оолнодод Плоский фланец Држсельный фланец Рис 1 а Классификация деталей волиоводов по конструкторско-тех-иологнческнм признакам ности не сосредоточены в одной плоскости, а распределены в некотором объеме волновода и им можно .придать форму, обеспечивающую минимальные отражения. Существуют два вида изгибов волновода: плавные или радиусные (рис. 1.3) и уголковые (рис. 1.4). : У плавных изгибов пространство распределенной неоднородности начинается с места искривления оси волновода. Так как волновые сопротивления изогнутого и прямолинейного участков волновода различны, то от области изгиба возникнут отражения. Они будут мини- мальными, если длина средней линии изгиба кратна •величине Я,в/2 {Лв - длина волны в волноводе). В этом случае используются согласующие свойства полуволновой линии. Для уменьшения величины неоднородности, вносимой изгибом, необходимо обеспечить постоянство геометрии полости волновода и высокую чистоту токонесущих поверхностей по всей длине изгиба. Недостатком плавного изгиба волновода являются его относительно большие размеры, для уменьшения которых вместо волноводов с плавным изгибом используются уголки (см. рис. 1.4). Уголки компактны и имеют хорошие электрические характеристики. Наименьшее отражение получается для уголка, показанного на рис. 1.4, а. Расширение полосы частот, в которой влияние изгиба незначительно, достигается применением уголка с двумя скосами (рис. 1.4, в). Широко применяются многоступенчатые уголки, в которых углы подобраны так, что коэффициенты отраже- . ния от иих распределяются по биномиальному закону. Например, трехступенчатый изгиб на 90° с углами 26,3; 37,4 и 26,3°, для которого КСВН во всей рабочей полосе частот лежит в пределах 1,01. Получение плавных изгибов осуществляется двумя методами: 1) гибкой с заполнением объема волноводной .трубы; 2) гибкой без заполнения. Перед гибкой необходим отжиг заготовки (для латуни при температуре 700° С в течение 2 ч) для снятия внутренних напряжений. При гибке с залолнением происходит процесс растяжения наружной ст£нки. Толщину стенок в области из- ту.-, 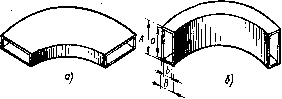 Рис. 1.3. Плавные или радиусные изгибы: а-в Н-плоскости; б -в Е-плоскости  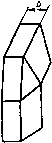 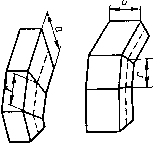 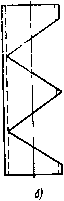 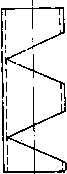 Рис Ч 4. Одноуголковые и двууголковые изгибы: а б - одноуголковые нзгибы в Н и Е-плоскостях и их заготовки; в. г -и, и идпи, двууголковые изгибы гиба можно определить из выражений: Г,=-0,263 +10, ,069 2 0,526ATRc Rr, + S - 0,5T при 0,0175а(/?и + S- 0,5Г) > S + Л; Г2=2Г-(2Г-Г,)Х [S + - о ,0175а (;?р + .S - 0,5Т)]2 [(2Т - Г, )2 - ТЦ (5+)2(27--7-1)2 при 0,0175a(/?D + S - 0,5Г) < S + Л, где Гь Гг - толщина наружной стенки волноводной трубы, получающаяся при гибке; А - номинальный наружный размер сечения волноводной трубы до гибки, взятый в плоскости, перпендикулярной плоскости гибки (см. рис. 1.3); Т - толщина стенки трубы до гибки; - радиус гибки внутренней стенки; S - номинальный наружный размер сечения волноводной трубы до гибки, взятый в ее плоскости (В на рис. 1.3); Я - внутренний размер сечения волноводной трубы, взятый в плоскости, перпендикулярной плоскости гибки (а на рис. 1.3); а - угол изгиба, град; Rc - радиус гибки средней линии волноводной трубы. Так как предельно допустимая величина утонения материала в процессе растяжения зависит от его пластических свойств, то 100-S „ 1 пред --- > где Гщред - предельно допустимая толщина стенки; б - удлинение материала в процентах; Г -исходная толщина стенки волноводной трубы. Условие сохранения механической целостности волноводной трубы в области изгиба Ti > Ti пред. Отсюда можно найти минимально допустимый радиус гибки волноводной трубы. Выражение Ti пред включает в себя велич-ину удлинения материала волноводной трубы, определяющую положение границы зоны пластической деформации материала стенок при изготовлении изгиба. Для стандарт- [ 0 ] [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] [39] [40] [41] [42] [43] [44] [45] [46] [47] [48] [49] [50] 0.0128 |